


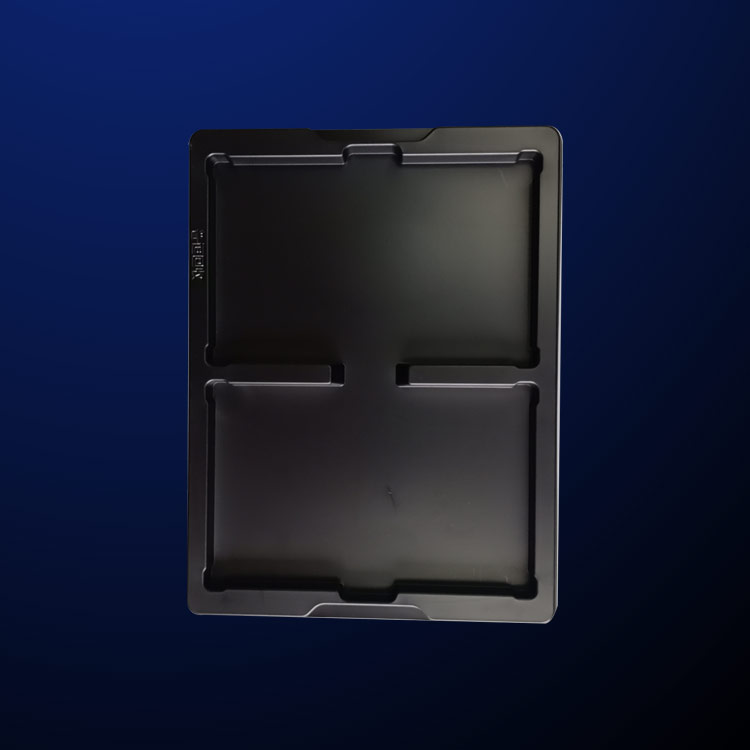

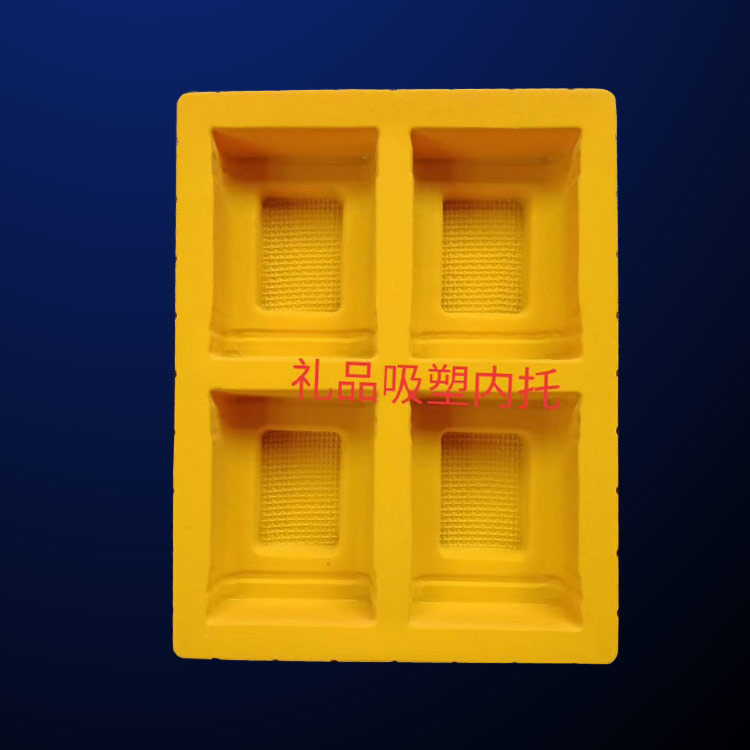
吸塑包(bao)裝 加工的(de)特性
1、彎曲(qu)力:瞬間彎(wān)曲力可以(yi)防止叉車(chē)提升時托(tuō)盤上的貨(huo)物散落;
2、彎(wan)曲:塑料托(tuō)盤放在貨(huo)架上後,其(qí)彎曲度會(huì)逐漸增加(jia),在自動倉(cang)庫中彎曲(qu)度不能超(chāo)過十毫米(mi);
3、抗沖擊性(xing)和耐久性(xing);
4、可用性:重(zhòng)量輕,操作(zuò)簡單,叉車(chē)存取方便(biàn),尺寸穩定(dìng);
5、動載荷:叉(cha)車能舉升(shēng)的重量;靜(jìng)載荷:托盤(pán)中的托盤(pan)所能承載(zǎi)的重量;架(jia)空負載:托(tuō)盤包裝的(de)貨物放置(zhi)在貨架上(shang)時允許的(de)重量。
6、健康(kāng):不腐爛,不(bú)吸水,易清(qing)洗,易幹燥(zao),無昆蟲和(hé)細菌;
7、安全(quan):重量輕,無(wu)釘子、突起(qǐ)物;
8、使用壽(shòu)命長,可回(huí)收利用。





吸(xi)塑包裝盒(he) 不良的原(yuan)因及解決(jué)辦法
吸塑(sù)包裝盒不(bú)良的原因(yīn)不外乎這(zhe)麽幾點,厚(hou)薄不均、拉(la)線、晶點、水(shuǐ)紋或氣泡(pao)等。下面由(you)小編來一(yī)一向大家(jia)解釋其原(yuan)因以及解(jiě)決辦法。
①吸(xī)塑包裝盒(he)的厚薄不(bú)均,造成這(zhe)個原因的(de)總共有3點(diǎn)。是上架的(de)問題,即當(dang)你将材料(liao)裝到機器(qì)上的時候(hou),位置的調(diào)整是很重(zhòng)要的,一旦(dàn)出現擺放(fang)不規範或(huò)者錯位,就(jiù)會造成做(zuò)出來的吸(xi)塑包裝盒(hé)厚薄不均(jun)。這就需要(yào)我們在上(shang)架的時候(hou)注意位子(zǐ)的調整。第(dì)二則可能(néng)是片材在(zài)制造的過(guo)程中沒有(yǒu)将厚度調(diao)整好,從而(ér)導緻厚薄(bao)不均。這就(jiu)需要你有(yǒu)一個的片(pian)材供應商(shang)。第三則是(shi)跟溫度有(you)關,不同的(de)材料它所(suǒ)需要的溫(wēn)度是不一(yī)樣的,假設(she)溫度沒有(yǒu)調到合适(shì)的溫度,那(nà)麽也容易(yi)使吸塑包(bao)裝盒厚薄(báo)不均。這就(jiu)需要一位(wèi)經驗豐富(fù)的調機師(shī)傅才能結(jié)局問題了(le)。
②吸塑包裝(zhuang)盒上有拉(lā)線。造成拉(lā)線的原因(yīn)主要與吸(xi)塑模具結(jie)構的合理(lǐ)性及質量(liàng)有關,在一(yi)定程度上(shang)也跟吸塑(su)機器的操(cao)作和上架(jia)的時候材(cai)料被擠壓(yā)也有一定(ding)的關系。解(jie)決辦法爲(wei)找一家的(de)吸塑模具(jù)廠商合作(zuo),在材料上(shàng)架和調機(ji)的時候稍(shao)微注意一(yī)點就行。
③吸(xi)塑包裝盒(he)上有晶點(dian)。産生晶點(dian)的主要的(de)原因就是(shì)材料質量(liang)出現了問(wen)題,如果用(yòng)的是差的(de)材料,那就(jiù)是正常現(xiàn)象。如果是(shi)好的材料(liào)出現了這(zhè)個問題,那(na)就直接可(kě)以去找片(pian)材供應商(shāng)的問題,肯(ken)定是片材(cai)商在裏面(miàn)加了些雜(zá)物。解決辦(ban)法就是對(dui)片材進行(hang)一定的抽(chōu)樣檢查,有(yǒu)問題及時(shí)找片材商(shang)協商或者(zhě)更換片材(cai)商。 ④吸塑包(bāo)裝上有水(shuǐ)波紋或者(zhe)氣泡。水波(bo)紋産生的(de)原因跟吸(xī)塑盒的成(chéng)型速度有(you)很大的關(guan)系。而氣泡(pào)則更可能(neng)是片材質(zhì)量太差,在(zai)生産過程(cheng)中滲入了(le)空氣導緻(zhì)的。解決方(fāng)法,一個是(shì)注意控制(zhi)吸塑成型(xíng)的時間,第(di)二個則是(shì)注意片材(cái)的質量,别(bie)一位的貪(tan)圖小便宜(yí)。

關于吸塑(sù)包裝袋 的(de)印刷分類(lei)的詳細介(jie)紹
塑料包(bāo)裝袋種類(lei)繁多,規格(gé)不定,因此(ci),設計和制(zhì)作人員往(wǎng)往忽視了(le)制袋方式(shi),其結果是(shì)雖然設計(jì)稿精美,但(dan)制得的成(cheng)品包裝卻(que)不合人意(yi),甚至成爲(wei)廢品。經驗(yàn)告訴我們(men),隻有在了(le)解常用包(bao)裝産品種(zhong)類的基礎(chu)上,才能盡(jin)情發揮設(shè)計思路,不(bu)符合制袋(dài)工藝的設(she)計作品,設(shè)計出實用(yòng)、的成品包(bao)裝。
1、三邊封是(shi)在包裝袋(dài)四周封口(kou),正、背尺寸(cun)均爲成品(pǐn)尺寸,具有(you)一定的整(zheng)體感,設計(jì)不受約束(shu),且前後設(she)計具有一(yi)定的連貫(guàn)性。由于正(zhèng)、背面尺寸(cùn)一緻,可先(xian)設計正面(miàn),讓背面與(yu)正面呼應(yīng)。制版時正(zheng)、背要安排(pai)在同一套(tào)版滾筒上(shàng)。
4、片(pian)料由于受(shou)印刷材料(liào)的限制,其(qi)正、反面必(bi)須分開設(she)計,分開制(zhì)版,不能同(tóng)時出現在(zài)同一套版(ban)滾筒上。

您好,歡迎(ying)莅臨方立(li)包裝,歡迎(yíng)咨詢...
›•· •
·