



他們的區别(bie)在于吸塑包(bāo)裝 有多種形(xíng)式如:指紙卡(ka)和吸塑熱合(he)包裝、吸塑+吸(xī)塑高周波熱(re)熔包裝、插卡(kǎ)包裝等其中(zhōng)紙卡和吸塑(sù)熱合包裝和(hé)貼體包裝有(you)點類似;貼體(ti)包裝是指紙(zhi)卡和貼體膜(mó)真空成型包(bao)裝。 真的寫起(qi)來比較多,如(rú)果您不明白(bai)可以打電話(hua)給我,我告訴(su)您,聯系方式(shì)可以看用戶(hu)資料的個人(rén)簡介中的網(wǎng)址。
貼體包裝(zhuāng)是将包裝物(wu)直接收縮到(dào)物體上面,達(da)到包裝目的(de),吸塑包裝是(shi)将包裝物成(chéng)型在模具上(shàng)然後加在物(wu)體上達到包(bāo)裝目的,兩者(zhe)的根本區别(bié)在于,包裝物(wù)與物體的貼(tie)近程度,吸塑(su)包裝一般都(dou)不會緊貼在(zai)物體上,會有(you)一些空隙。
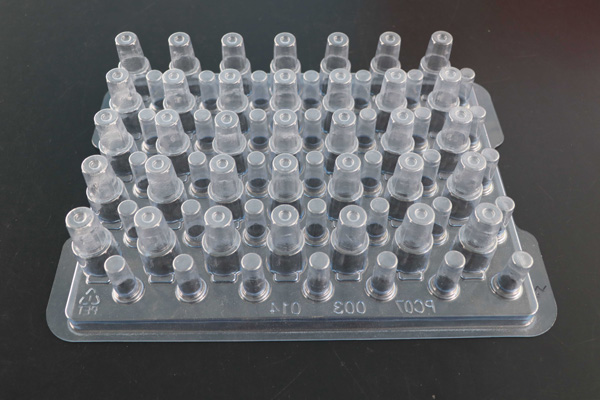
吸(xī)塑包裝是: 泡(pao)殼 + 紙卡
貼體(ti)包裝是: 整個(ge)片材 + 紙卡
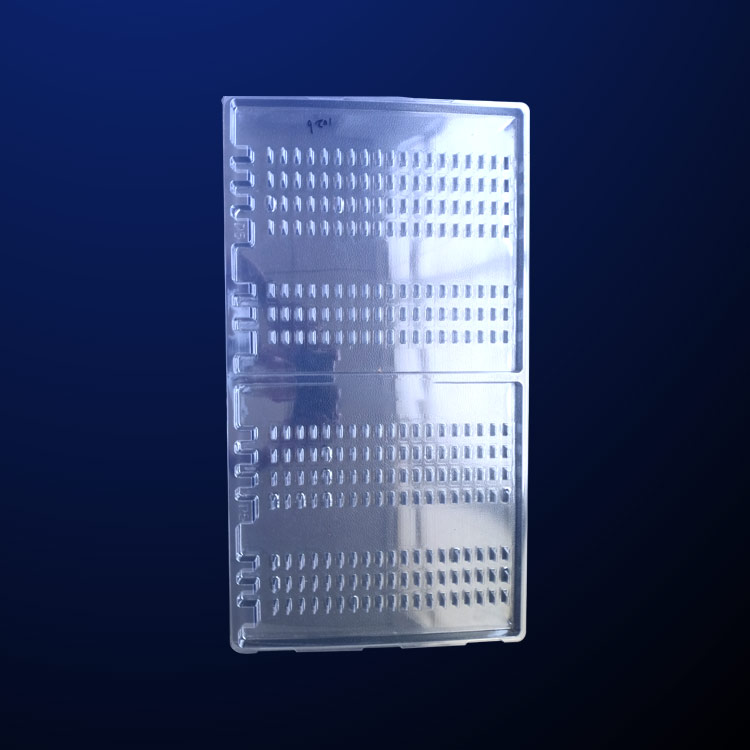
吸(xi)塑包裝: 塑料(liào)泡殼包裝形(xing)式 深
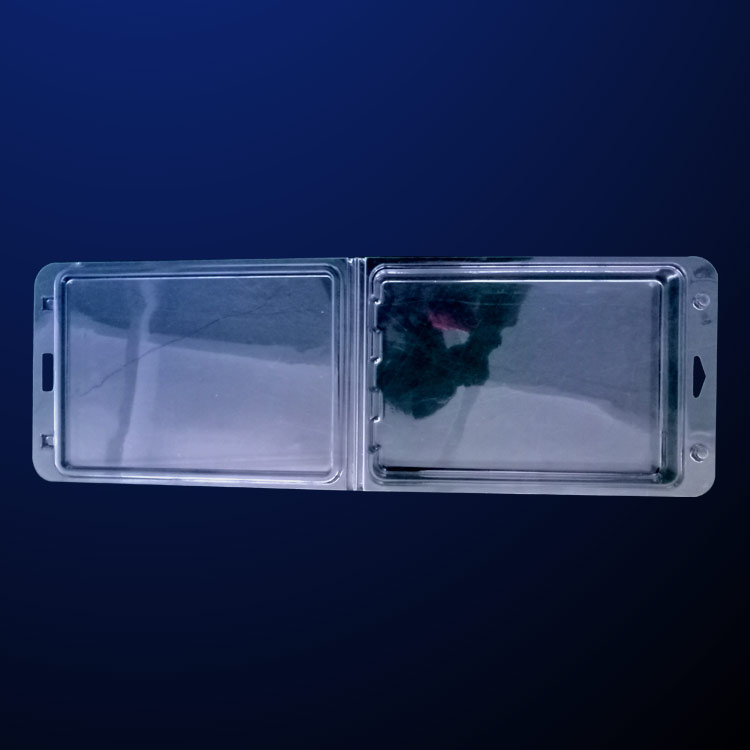
貼體包(bao)裝: 塑料片材(cai) 深度 淺






吸塑(su)包裝 的價格(ge)因素
吸塑的(de)單價=産品材(cai)料成本+能耗(hào)+人工及運輸(shū)+利潤。
能耗:吸(xi)塑是通過熱(rè)加工的,耗電(diàn)能相對其他(ta)行業較大,大(da)緻爲産品材(cái)料成本的8% 。
人(rén)工:吸塑主要(yào)靠機器生産(chǎn),人工較少,大(da)緻爲産品材(cai)料成本的10% 。
運(yun)輸:根據客戶(hù)離本廠距離(lí)而定。
利潤:吸(xi)塑廠的純利(lì)潤一般很低(di),12%-20%,根據付款期(qī)限而定,30天結(jie)帳爲14%。
材料成(chéng)本:産品材料(liào)成本的計算(suan)比較複雜,計(ji)算之前首先(xiān)搞清以下幾(ji)方面數據:
原(yuan)料價格:根據(jù)産品的用途(tu),确定采用何(hé)種材質和等(děng)級的材料,尋(xún)該種材料供(gòng)應商 膠片厚(hòu)度:預诂該産(chǎn)品須用多厚(hou)的膠片制作(zuò),要根據成型(xing)各部位的厚(hòu)度和形狀而(er)定排版數量(liang):根據産品外(wai)形尺寸和形(xing)狀,計算一版(ban)能排多少個(ge)模,排密了會(huì)降低産品質(zhi)量,排稀了會(huì)增大材料損(sǔn)耗,使成本上(shàng)升
材料損耗(hào)率:主要因素(su)爲産品形狀(zhuang)、産品數量以(yi)及外形尺寸(cùn)與吸塑機底(dǐ)盤适配程度(du),形狀越方正(zhèng)、産量越大,損(sun)耗率就越小(xiao)
吸塑包裝 的(de)生産工藝
2:模具處理幹(gan)燥完全後,将(jiāng)模具裝入真(zhen)空室上層鐵(tiě)闆上,然後根(gen)據模具大小(xiǎo),将塑料片載(zai)成适用規格(gé)尺寸,然後将(jiāng)此片材放入(ru)加熱木櫃内(nei),使其完全固(gù)定好,再将木(mù)櫃連同塑料(liao)片材置恒溫(wen)爐上進行軟(ruǎn)化處理。
4:吸塑包裝整(zheng)理:将生産出(chu)來的産品進(jìn)行修邊整理(lǐ)即爲成品産(chan)品,再經包裝(zhuang)後即可出售(shou)。
吸塑制品 如(rú)何生産
後,石膏(gāo)模具必須硬(yìng)化。 硬化方法(fǎ)是将其浸泡(pào)在飽和的明(ming)礬溶液中,然(rán)後幹燥。
2.模具(ju)完全幹燥後(hou)
将完成的模(mo)具放入真空(kōng)室的上部鐵(tiě)闆上,然後根(gēn)據模具的尺(chi)寸将塑料闆(pan)裝入适用的(de)規格,然後将(jiang)其放入加熱(rè)的木櫃中使(shi)其完全固定(ding),然後 将木櫃(gui)與塑料闆一(yi)起放在恒溫(wen)爐中進行軟(ruan)化處理。
3.将軟(ruan)化的塑料片(pian)和木櫃放在(zài)真空室中,打(da)開吸氣開關(guan)以吸入真空(kōng)室中的空氣(qi),塑料片冷卻(què)後,将獲得與(yǔ)凹形包裝或(huò)加工模具相(xiang)同的凹形包(bāo)裝或加工模(mo)具。
在對(dui)泡罩機生産(chan)的産品進行(háng)修整和整理(li)後,可以将包(bao)裝後的産品(pǐn)出售。
·
•
•