




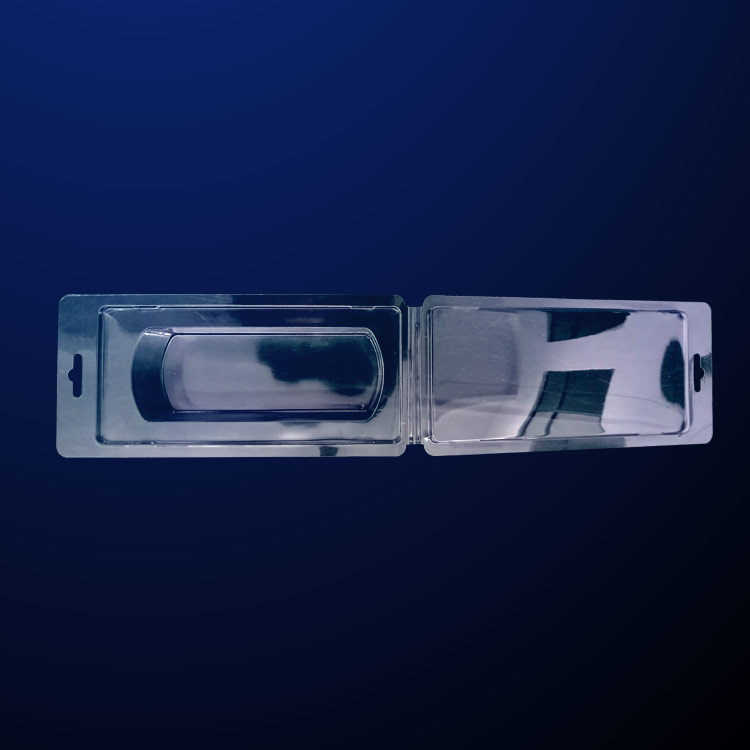
吸(xi)塑包裝 制品是(shì)将片材加熱後(hòu)利用真空吸附(fù)在吸塑成型模(mó)具上,經過冷卻(que)後達到成型的(de)目的;
吹塑和注(zhù)塑一般是放入(rù)粒料經高溫加(jiā)熱使材料熔化(hua)後吹出或擠出(chū)進入模具型腔(qiāng)之後冷卻達到(dào)成型的目的。
區(qū)别還是比較大(da)的,吸塑一般适(shi)合包裝、托盤、裝(zhuang)飾等使用。
注塑(sù):将熔融料由注(zhu)塑機射到模具(jù)中的成型制品(pǐn)的方法。
吹塑:将(jiāng)熔融料經口模(mó)吹成管狀,然後(hou)再拉伸成膜或(huo)擠到兩半模中(zhōng)成型出制品。
吸(xī)塑:屬二次加工(gōng),将片材加熱至(zhi)高彈态,覆蓋到(dao)真空成型模具(ju)上,抽真空後,得(de)制品,再裁邊。

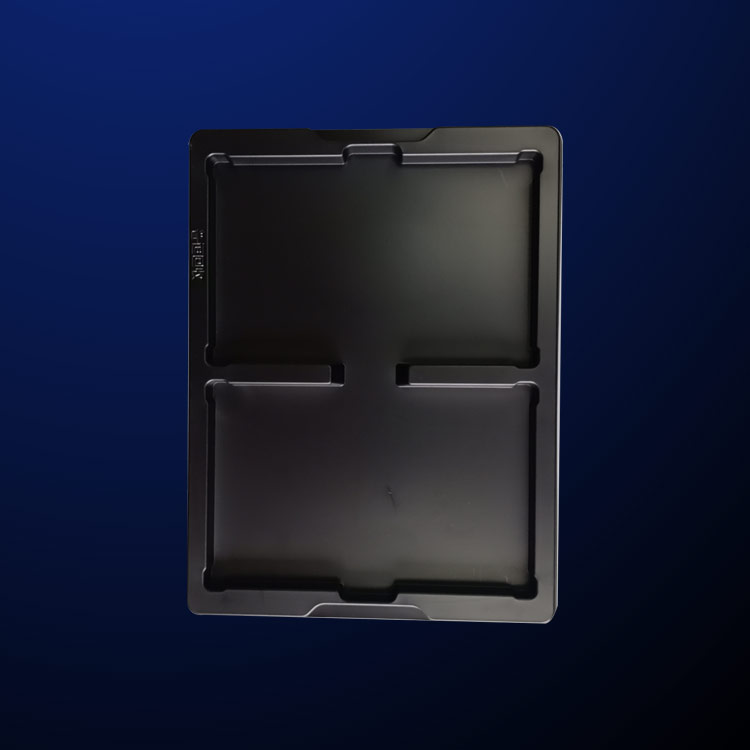




吸(xī)塑包裝 吸塑外(wài)殼是一種内裝(zhuāng)某些東西或将(jiāng)某些東西裝在(zài)其内的構件。在(zài)電器産品中,外(wài)殼内既裝有未(wèi)加絕緣的帶電(diàn)電氣件,也裝有(yǒu)絕緣的帶電電(dian)氣件,有時還把(bǎ)帶有潛在危險(xian)的活動部件裝(zhuāng)在内部。外殼通(tōng)過殼體本身與(yu)内部部件之間(jiān)的絕緣體或機(ji)械夾層避免人(rén)身觸電與傷害(hài)的危險。對于用(yong)軟線連接的設(shè)備,外殼也可用(yòng)來使軟線減少(shao)應力。換言之,外(wai)殼有助于避免(mian)軟線從産品中(zhong)被拉出來,或者(zhě)被推入産品内(nèi)。
食品吸塑(su)包裝盒 的優劣(lie)
食品級吸塑産(chan)品的制造商很(hen)多。 由于技術差(cha)異,市場上不可(kě)避免地會出現(xiàn)産品質量不均(jun)的現象。
此外,合(he)格的食品泡罩(zhao)包裝産品應存(cún)儲在相對涼爽(shuang),通風幹燥的室(shì)内設計倉庫中(zhong),溫度應低于40度(dù)。 它的熱度始終(zhōng)不低于2.5M,并且不(bú)能與有毒産品(pin)同時存儲。 一般(bān)公司在出廠前(qian)對食品泡罩包(bāo)裝盒進行分析(xi)和測試,以确保(bao)泡罩塑料包裝(zhuang)設計符合中國(guó)食品包裝技術(shù)标準。 然後我們(men)将簡要讨論食(shí)品泡罩包裝盒(he)。 之前需要檢查(chá)哪些區域。
1.檢驗(yan)程序應按照GB2828-1987《按(an)屬性批量檢驗(yàn)的抽樣程序》和(hé)《抽樣表》的規定(ding)執行。 收貨公司(sī)有權對産品進(jìn)行測試,一批内(nèi)的出貨量在一(yī)批内應無質量(liang)差異,同一批産(chan)品在測試過程(chéng)中産品結構較(jiào)差。
2.每批抽檢的(de)箱子數量不少(shǎo)于箱子總數的(de)2%,每箱數量不少(shao)于市場樣本數(shu)量的10%。
4.本産品包裝(zhuang)盒上的4.标志應(ying)注明:制造商,産(chǎn)品名稱,規格數(shu)量,生産日期,檢(jian)驗編号以及運(yùn)輸,存放注意事(shì)項。
6.在運輸(shu)過程中,可以按(àn)照堆放本産品(pin),輕裝輕卸,以防(fang)止擠壓和經濟(ji)壓力,機械碰撞(zhuang),雨淋,跌落和陽(yang)光直射。