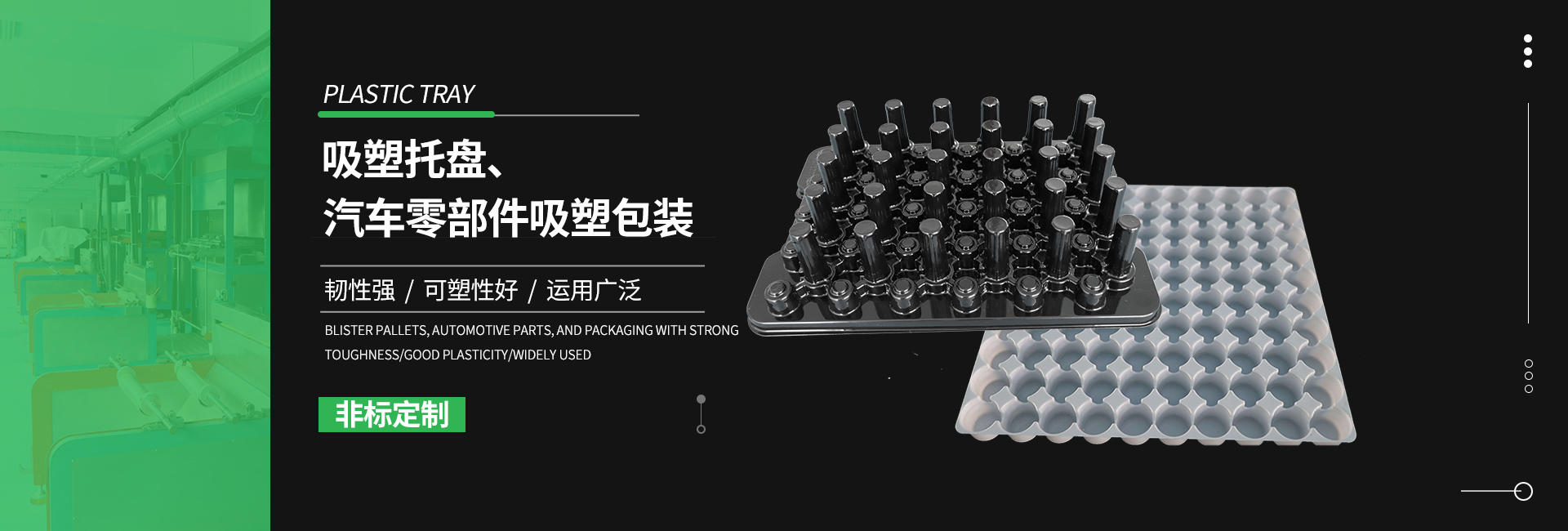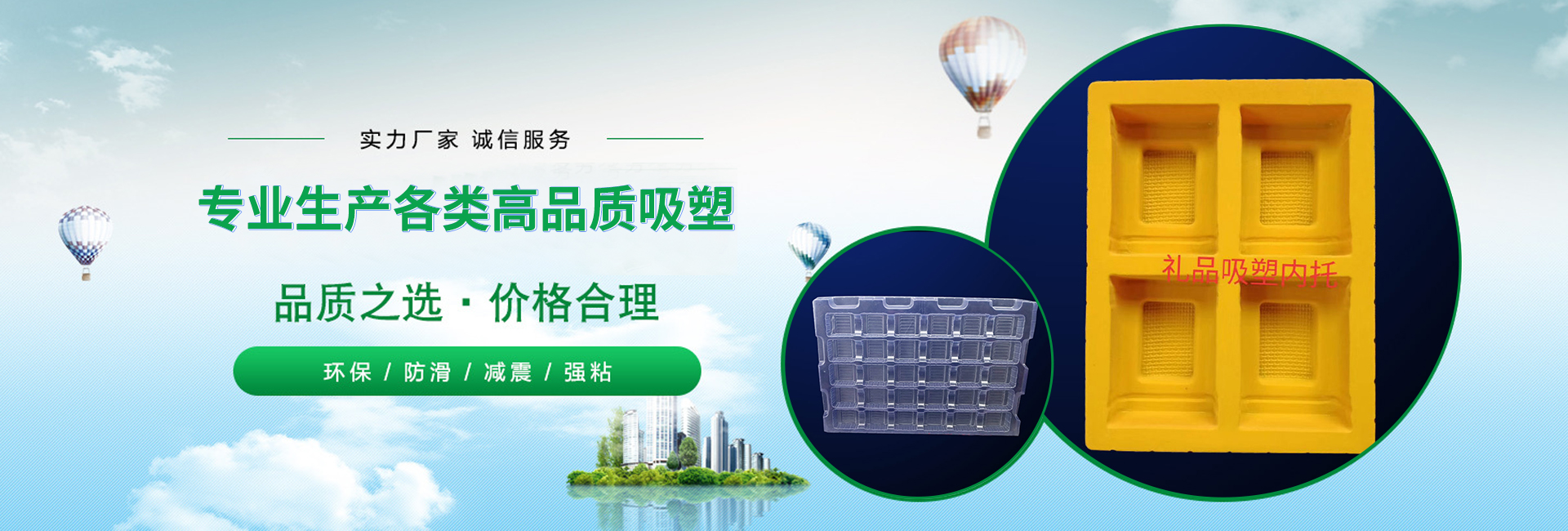





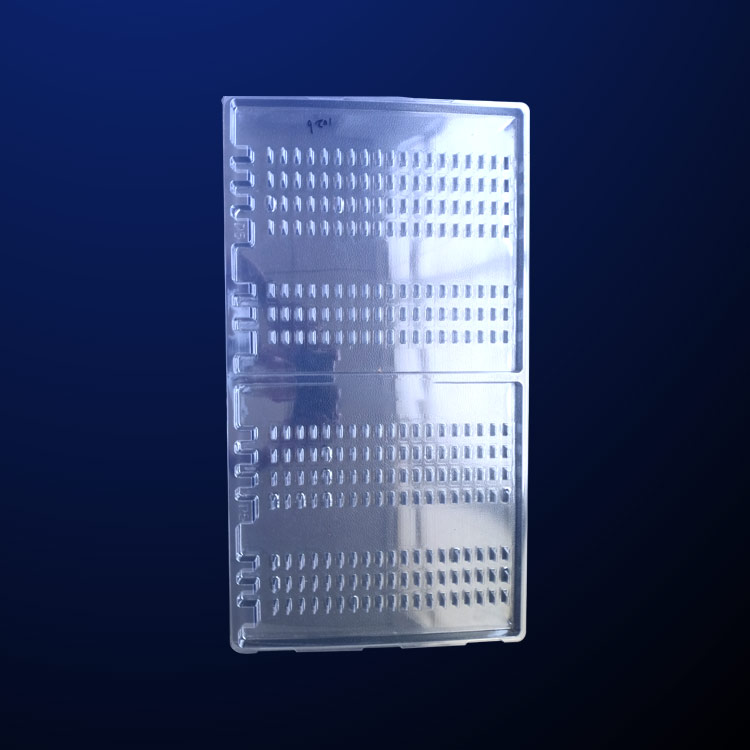
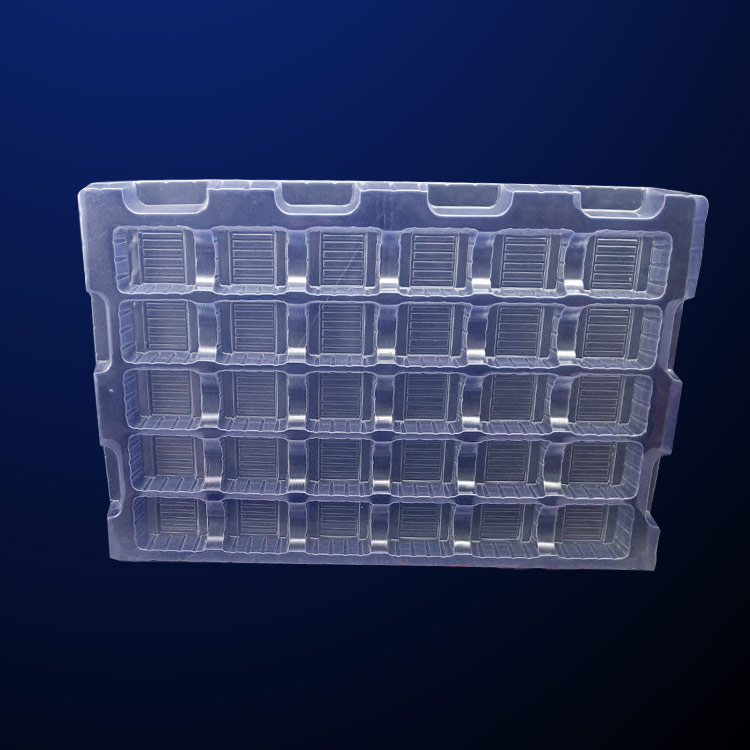
吸塑包(bāo)裝 托盤也叫塑料(liào)内托,采用吸塑工(gong)藝将塑料硬片制(zhì)成特定凹槽的塑(su)料,将産品置于凹(āo)槽内,起到保護和(hé)美化産品的作用(yong)吸塑是一種塑料(liào)加工方式,是将塑(su)料闆材加熱後利(li)用抽真空将闆材(cai)吸附在模具表面(miàn),再冷卻定型,食品(pin)包裝裏的那些托(tuō)盤大部分就是吸(xi)塑的。吸塑包裝多(duō)用于隔斷固定,而(ér)不是承受壓力,因(yin)爲采用吸塑多半(bàn)是用很薄的材料(liào)成型較大的面積(jī),用注塑等手段難(nan)以實現(注不足),材(cái)料薄則成本也較(jiào)低。
吸塑是一種塑(sù)料加工工藝,是将(jiāng)平展的塑料硬片(pian)材加熱變軟後,采(cai)用真空吸附于模(mo)具表面,冷卻後成(cheng)型,廣泛用于塑料(liào)包裝、燈飾、廣告、裝(zhuāng)飾等行業。而吸塑(sù)紙包裝是用紙塑(sù)複合産品來代替(ti)塑料片進行吸塑(sù)包裝。
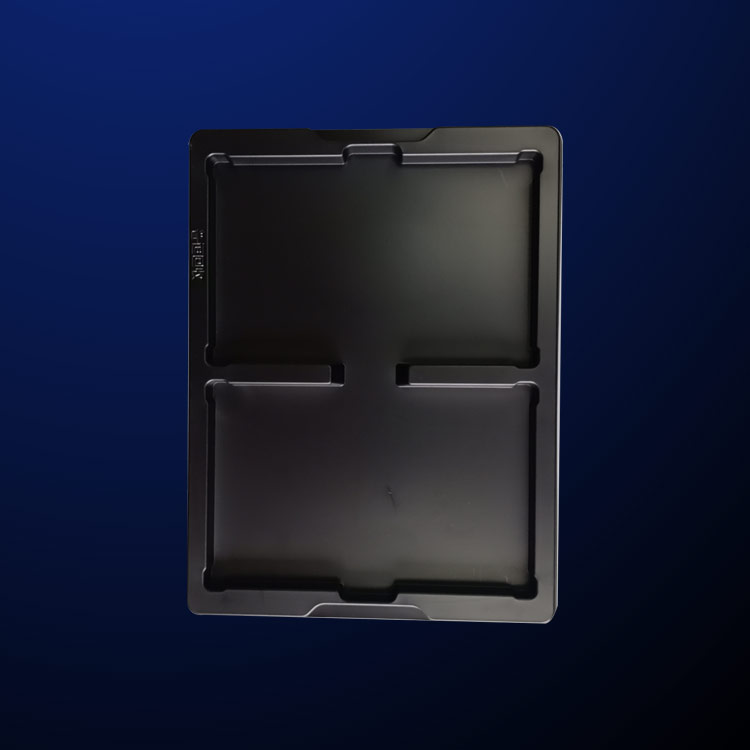
首先購買吸(xī)塑包裝時,應該确(què)定産品的檔次。根(gēn)據加工工藝的不(bú)同,吸塑材料制作(zuò)的包裝各種性能(neng)會相差非常大。有(you)些産品需要耐壓(ya)能力比較強的外(wai)包裝,對産品起支(zhī)撐作用,保證産品(pǐn)的完整程度,對于(yu)這種産品,在購買(mǎi)包裝時,應該盡量(liang)選擇支撐力度相(xiàng)對較強的。有些産(chǎn)品爲了提高産品(pin)檔次,會選擇外觀(guan)相對美觀和的包(bao)裝材料,這就要求(qiu)包裝的加工工藝(yi)能夠制作不同的(de)造型。在購買和定(ding)做吸塑包裝是,一(yī)定要提前将産品(pǐn)包裝的需求考慮(lü)好,根據需求選擇(zé)不同類型的包裝(zhuāng)。
第二,購買吸塑包(bāo)裝時,應該注意吸(xi)塑材料的透明度(dù)。現在很多吸塑材(cai)料制作的包裝,追(zhui)求的就是包裝的(de)透明度,透明度越(yue)高,會顯得産品的(de)檔次越高,從而提(tí)高售價增加利潤(rùn)。但是如果想要提(tí)高包裝的透明度(du),需要經過特殊工(gong)藝的加工,成本會(huì)相對較高,另外不(bu)同批次生産的包(bāo)裝可能透明度也(ye)會存在差異,在購(gou)買之前一定要确(què)定好具體的透明(míng)度系數,并且從廠(chǎng)家定制和購買時(shi),應該簽訂好協議(yi),将透明度系數維(wei)持在一定範圍内(nèi)。





吹塑和(he)注塑一般是放入(rù)粒料經高溫加熱(re)使材料熔化後吹(chuī)出或擠出進入模(mó)具型腔之後冷卻(que)達到成型的目的(de)。
區别還是比較大(da)的,吸塑一般适合(hé)包裝、托盤、裝飾等(děng)使用。
注塑:将熔融(róng)料由注塑機射到(dao)模具中的成型制(zhi)品的方法。
吹塑:将(jiāng)熔融料經口模吹(chui)成管狀,然後再拉(lā)伸成膜或擠到兩(liang)半模中成型出制(zhi)品。
吸塑:屬二次加(jia)工,将片材加熱至(zhì)高彈态,覆蓋到真(zhen)空成型模具上,抽(chou)真空後,得制品,再(zai)裁邊。

吸塑包裝 如(ru)何計算原料價格(gé)
根據産品的用途(tu),确定采用何種材(cai)質和等級的材料(liào),尋該種材料價供(gòng)應商膠片厚度:預(yu)诂該産品須用多(duō)厚的膠片制作,要(yào)根據成型各部位(wèi)的厚度和形狀而(er)定 排版數量:根據(jù)産品外形尺寸和(hé)形狀,計算一版能(neng)排多少個模,排密(mì)了會降低産品質(zhì)量,排稀了會增大(da)材料損耗,使成本(běn)上升材料損耗率(lü):主要因素爲産品(pǐn)形狀、産品數量以(yi)及外形尺寸與吸(xi)塑機底盤适配程(chéng)度,形狀越方正、産(chan)量越大,損耗率就(jiu)越小。
吸塑字通常(chang)是按字的長邊計(jì)算,字的長邊低于(yu)一米按公分計算(suàn);長邊高于或等于(yu)一米就按平方計(jì)算。這裏需要注意(yì)的是:如果字的一(yi)邊在一米以上,而(ér)另一邊 才四五十(shi)公分,那麽計算就(jiu)應該這樣了:(字長(zhǎng)+字寬)÷2×單價,這個單(dān)價還跟吸塑字所(suo)用材料的厚度有(yǒu)關;吸塑燈箱的算(suan)法也基本一樣,隻(zhi)是需分單面還是(shì)雙面。
›•· •
·