



比如說:
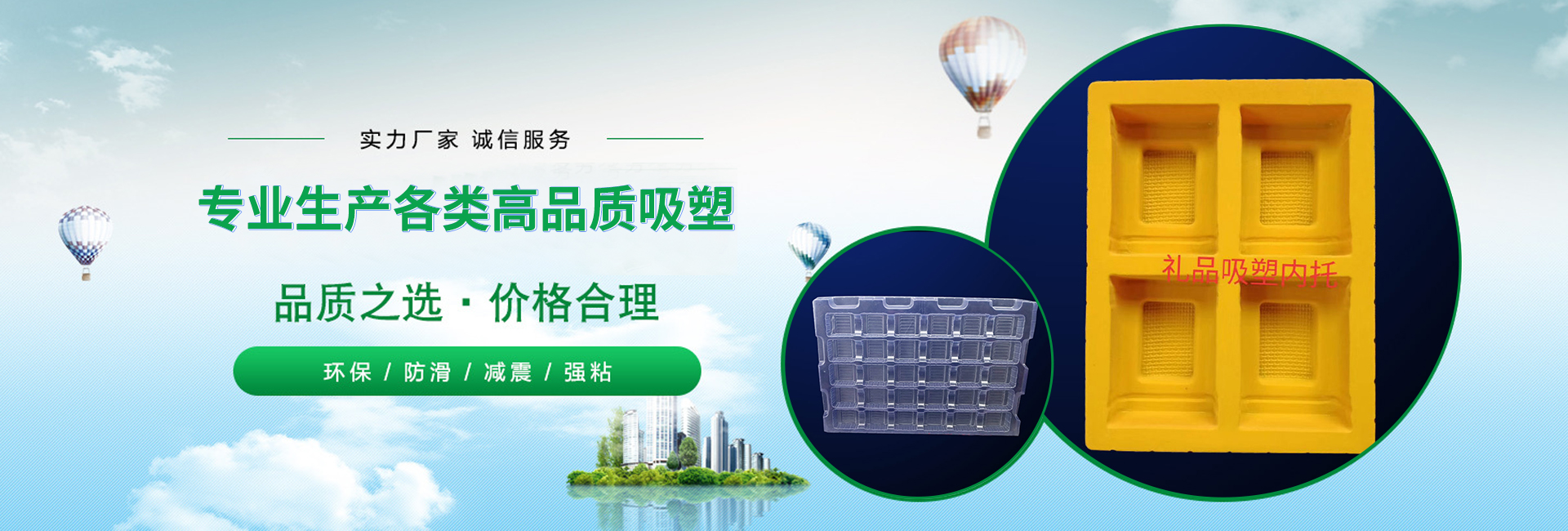
1、在包(bao)裝成本上面有一(yi)定的優勢,普通的(de)卡紙吸塑,對折吸(xī)塑價位都在零點(diǎn)幾元錢一個。就算(suan)是稍微材質一點(diǎn)的吸塑晟程吸塑(su)包裝價格上面也(ye)是很有一定的優(you)勢,而且可以提升(sheng)玩具的檔次。
2 、吸塑(sù)包裝 可按照各種(zhong)玩具的模型進行(háng)合理的設計,開模(mo),能效的防止玩具(jù)在運輸或者包裝(zhuang)過程中的脫落或(huò)松動。
3 、有扣位的吸(xi)塑包裝能有效的(de)替玩具公司完整(zhěng)縫合包裝的這道(dao)工序,不需要紙卡(ka)或者裝訂針來進(jìn)行縫合。從而美化(huà)了玩具包裝的體(tǐ)表,增加了顧客購(gòu)買對産品的欲望(wang)。
4 、吸塑包裝各類産(chǎn)品,一但批量生産(chan),交期短,在吸塑包(bao)裝廠原材料充足(zu)的情況下,一天内(nèi)可以大批量交貨(huo),且産量高完全可(kě)以滿足玩具廠對(duì)包裝的需求,保證(zhèng)不在玩具廠原材(cai)料方供應方面影(yǐng)響客戶對客戶端(duān)的交期。





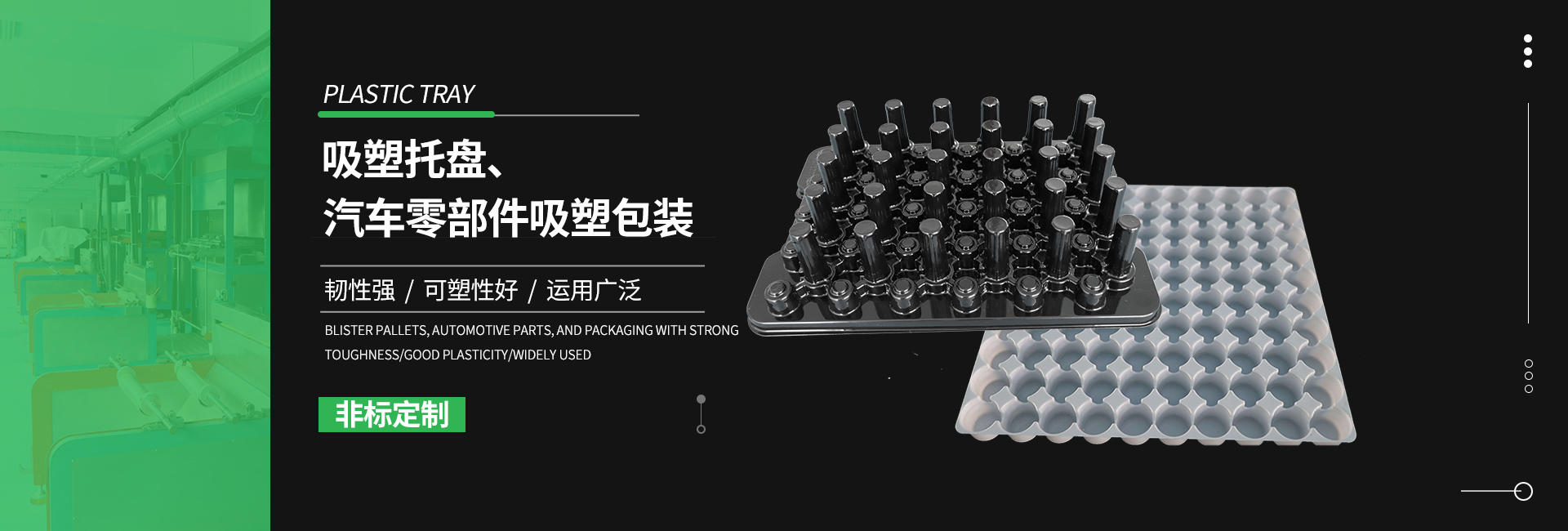
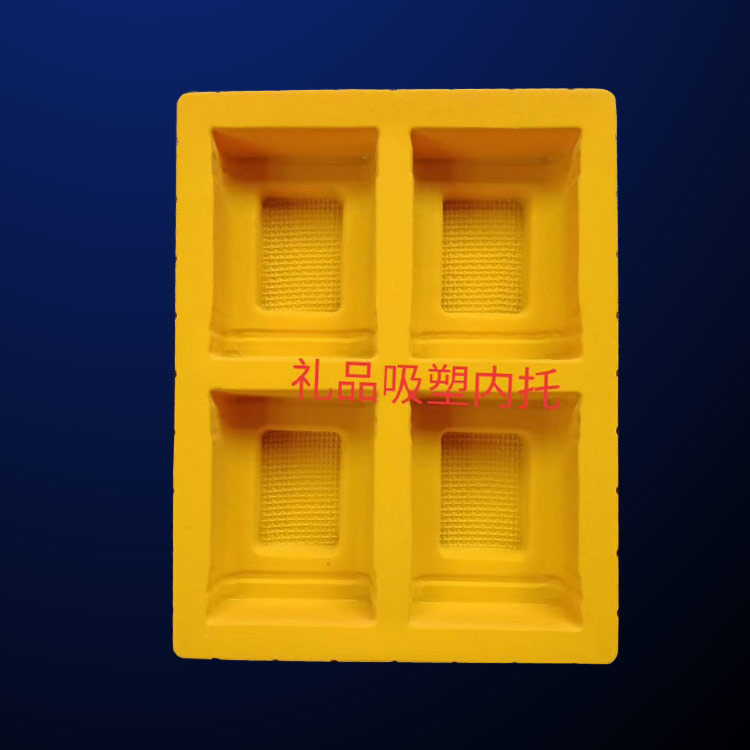
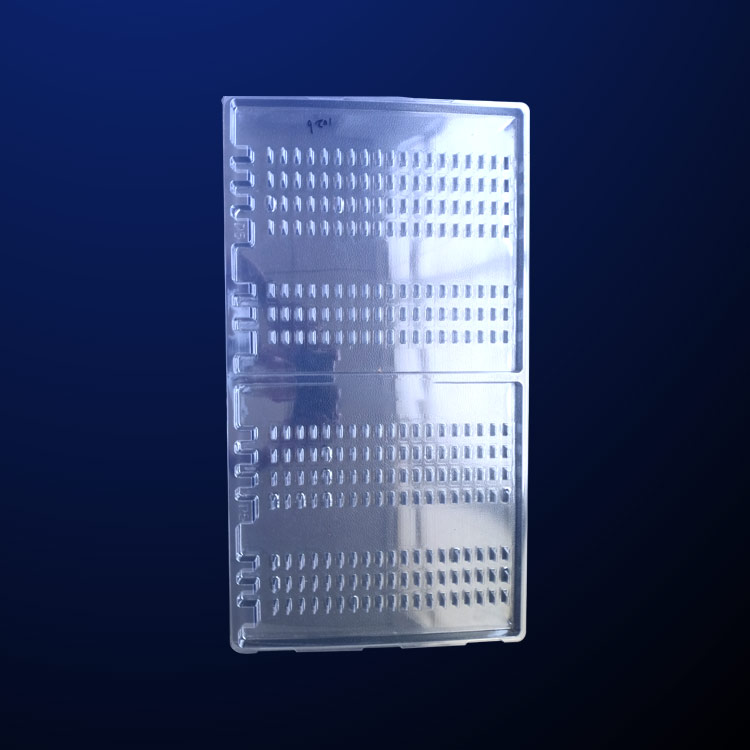
吸塑包裝(zhuāng)托盤的材質
PS 英文(wén)全稱爲Polystyrene,中文譯爲(wei)聚。常規顔色有黑(hei)、白兩種,也可按客(kè)戶要求定制成其(qí)它顔色,但顔材起(qi)訂量要求比較高(gao),且顔材隻能做成(cheng)9-11次方的防靜電指(zhi)數,如果需求數量(liang)少且對防靜電值(zhi)要求高,一般不建(jian)議使用。
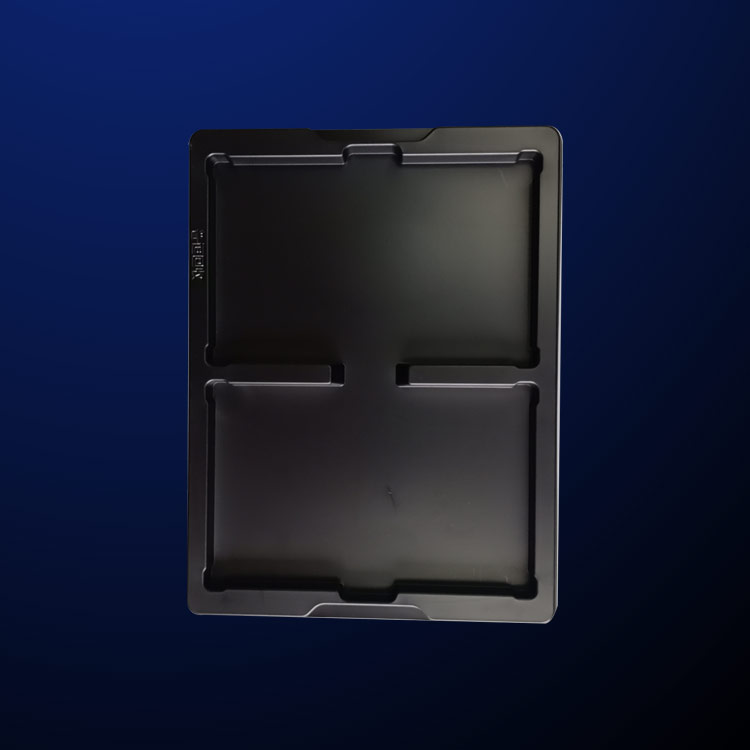
PS黑材可制(zhi)成三個指數等級(jí)的防靜電吸塑托(tuo)盤,而白色的防靜(jing)電指數隻能做到(dào)9-11次方。
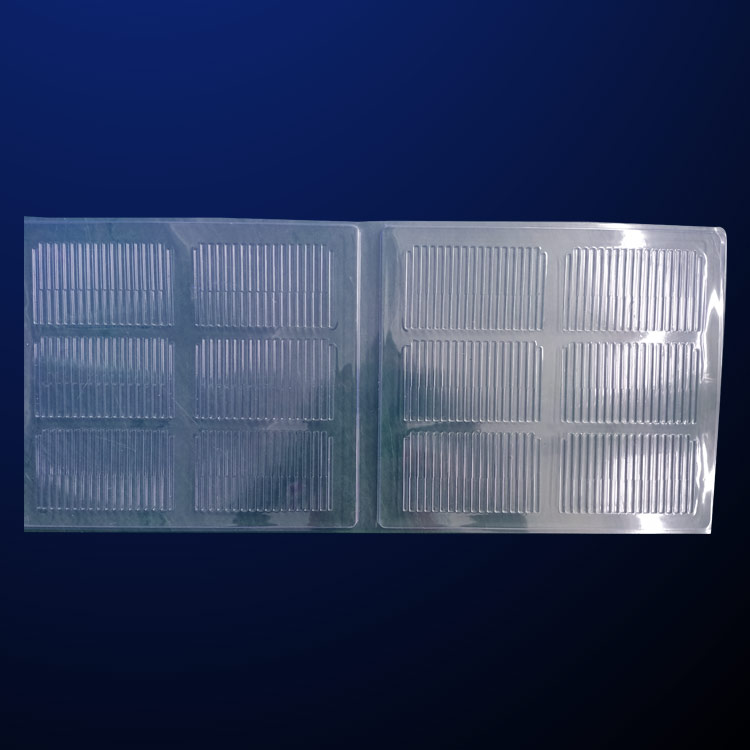
種:防靜電吸(xī)塑托盤(防靜電指(zhǐ)數9-11次方) 正常情況(kuang)下使用時間爲3-6個(ge)月左右。但是防靜(jing)電值容易受環境(jìng),空氣,溫度及濕度(dù)的影響,減短防靜(jìng)電使用壽命。單價(jià)低于半導電及導(dao)電材質,建議對防(fáng)靜電指數要求不(bú)高且使用周期不(bu)長的客戶使用。
第(di)二種:半導電吸塑(sù)托盤(防靜電指數(shù)6-9次方)正常情況下(xià)使用時間爲半年(nián)至1年左右。防靜電(dian)值不受環境,空氣(qi),溫度及濕度的影(ying)響,但由于其價格(gé)和導電材質相當(dang),且導電材質的防(fang)靜電指數更穩定(ding),故建立選擇後者(zhe)。
第三種:導電吸塑(sù)托盤,也可稱其爲(wèi)性防靜電托盤(防(fáng)靜電指數3-6次方)正(zheng)常情況下使用時(shí)間爲半年至1-3年左(zuo)右,防靜電值不受(shou)環境,空氣,溫度及(jí)濕度的影響。在導(dǎo)電吸塑托盤有明(ming)顯優勢,是國内各(gè)大電子廠等企業(yè)長期導電吸塑托(tuō)盤供應商。
吸塑包(bao)裝 制品的刮痕是(shì)什麽?這種質量問(wen)題是怎麽導緻?如(ru)何解決?
刮痕就是(shì)吸塑産品生産出(chū)來以後表面會出(chū)現刮印,也是觀瀾(lán)吸塑廠質量上經(jīng)常出現的問題,發(fā)生的原因是因爲(wèi)在生産的過程中(zhong),手工的工序較多(duo),易碰撞發生磨擦(cā),沖床人員以及包(bao)裝人員的操作方(fāng)式是關鍵的環節(jie)。解決方法是輕拿(ná)輕放小心處理産(chǎn)品,保持工作台的(de)清潔衛生,工作人(ren)員配戴手套等相(xiàng)關事項,也能有效(xiao)地防止刮花的情(qing)況發生,吸塑包裝(zhuāng)産品的手工工序(xu)較多,因此在每個(gè)環節都必須要密(mi)切關注的,才能避(bì)免次品的産生。
吸(xi)塑包裝 的單價=産(chǎn)品材料成本+能耗(hào)+人工及運輸+利潤(rùn)
能耗:吸塑是通過(guo)熱加工的,耗電能(neng)相對其他行業較(jiào)大,大緻爲産品材(cái)料成本的8% 人工:吸(xī)塑主要靠機器生(shēng)産,人工較少,大緻(zhì)爲産品材料成本(ben)的10% 運輸:根據客戶(hu)離本廠距離而定(ding), 利潤:吸塑廠的純(chún)利潤一般很低,12%-20%,根(gen)據付款期限而定(dìng),30天結帳爲14% 材料成(chéng)本:産品材料成本(běn)的計算比較複雜(za),計算之前首先搞(gao)清以下幾方面數(shù)據:
›•· •
·