




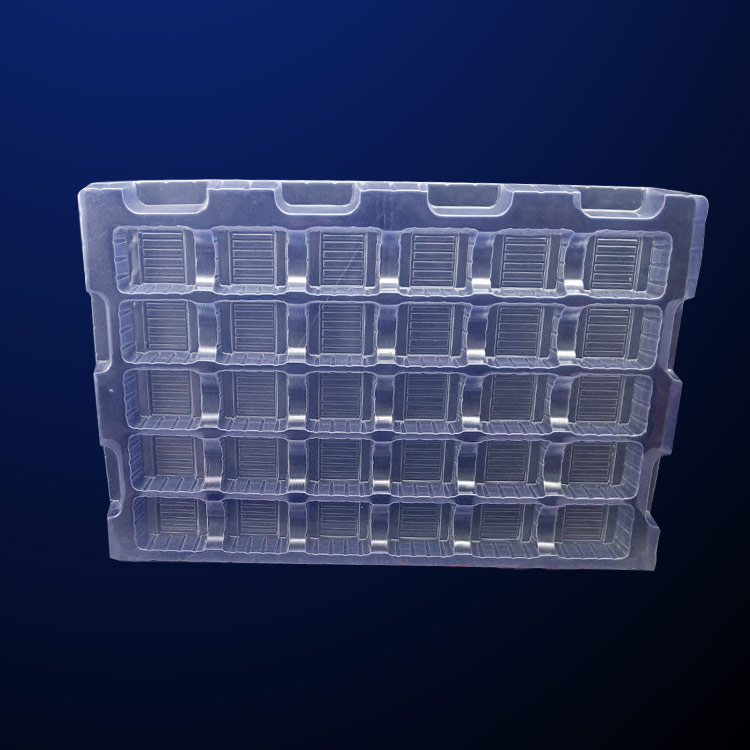
真空吸(xī)塑包裝 是(shì)20世紀80年代(dài)發展起來(lái)的包裝新(xin)技術和新(xīn)材料,這種(zhong)新技術和(he)新材料,開(kai)始用于對(dui)藥片、藥丸(wan)、衛生丸、糖(táng)塊等固體(ti)小件進行(háng)包裝。随着(zhe)塑料包裝(zhuang)業逐漸興(xing)起,真空吸(xī)塑包裝的(de)應用更加(jiā)廣泛。
吸塑(sù)包裝使用(yong)它的厚度(du)有着怎麽(me)樣的概念(niàn)呢?
吸塑包(bao)裝的厚度(dù),不同的人(rén)有不同的(de)叫法,就拿(na)0.5mm來說,有的(de)人叫做50絲(sī),因爲1mm等于(yu)100絲,還有的(de)人叫50C,C是一(yī)種不常見(jiàn)的計量單(dan)位,它長用(yòng)于機械行(hang)業中,C就相(xiàng)當于是絲(sī)的英文簡(jiǎn)稱,100C也等于(yu)1mm。
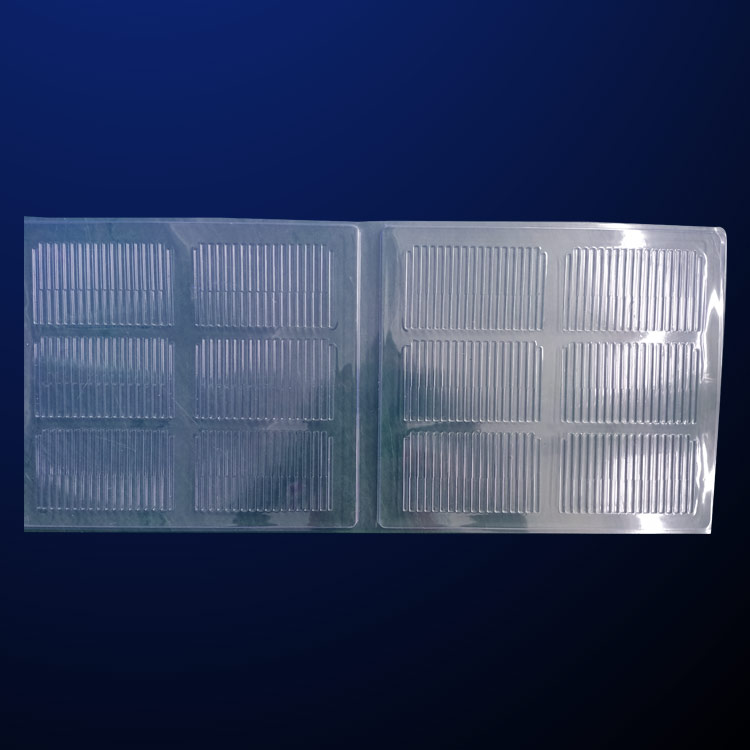




全自動正(zhèng)負壓吸塑(sù)機在吸塑(sù)成型時需(xū)要對片材(cái)進行切割(ge),這将會産(chan)生邊角料(liao)。将這些邊(bian)角料粉碎(suì)後,與原來(lai)的材料相(xiàng)混,可再一(yi)次制成片(piàn)材。近年來(lai),在吸塑成(cheng)型過程中(zhong)産生的邊(bian)角料的循(xun)環利用已(yi)日趨重要(yào)。如今,邊角(jiao)料通過破(pò)碎後與原(yuán)生材料混(hun)合來進行(hang)回收利用(yòng)已經形成(cheng)了一種工(gong)藝。全自動(dong)正負壓吸(xi)塑機廢棄(qì)的塑料模(mó)塑制品,比(bi)如說包裝(zhuāng)材料,甚至(zhì)工程制件(jian),它們的回(hui)收利用在(zài)很多條件(jian)下都是可(kě)能的,但有(yǒu)些仍有待(dai)發展。目前(qián)可進行的(de)回收主要(yào)是一些化(hua)學材料和(hé)能源材料(liao)。要使循環(huán)利用得到(dào)突破,必須(xū)在加工過(guò)程的生态(tài)性和節約(yue)性上下功(gōng)夫。
夾緊裝置(zhi)可分爲兩(liǎng)類:一類是(shì)框架式,另(ling)一類是分(fen)瓣式。框架(jia)式夾緊裝(zhuāng)置由上、下(xia)兩個框架(jià)組成。片材(cai)夾在兩個(ge)框架之間(jiān)。框架打開(kai)時,下框架(jia)一般保持(chi)固定狀态(tài)。各種類型(xing)單工位成(chéng)型機上框(kuàng)架的下部(bu)直接固定(ding)在成型室(shi)上。用手裝(zhuang)型坯和成(chéng)品取出的(de)手動和半(bàn)自動成型(xing)機上,當框(kuang)架尺寸很(hěn)大時,都裝(zhuang)有在框架(jia)打開範圍(wei)内的安全(quan)操作裝置(zhì)。對成型滑(hua)移性較大(dà)的型坯,要(yào)求夾緊力(lì)能在比較(jiao)寬的範圍(wéi)内調節,爲(wèi)此,采用兩(liang)個包膠輥(gǔn),用彈簧相(xiàng)互壓緊,并(bìng)配有壓力(li)調節裝置(zhì)。連續拉片(pian)成型機的(de)夾緊是兩(liǎng)邊拉鏈與(yǔ)前後閘的(de)共同作用(yong)。
夾緊裝置(zhi)好采用自(zi)動控制,以(yi)期動作迅(xùn)速,可有助(zhu)于提高制(zhì)件質量和(hé)效率。
您好,歡(huan)迎莅臨方(fāng)立包裝,歡(huān)迎咨詢...
·•
›•