



吸塑(su)包裝 尺寸(cun)的得來可(ke)分爲三種(zhong):按照客戶(hù)樣品(制模(mo)叫複模)、根(gēn)據圖紙制(zhi)模、根據實(shi)物自行設(shè)計。因爲吸(xī)塑的形狀(zhuàng)一般根據(ju)實物定制(zhì),故形狀多(duō)不規則,圖(tu)紙制作時(shi)有很多尺(chǐ)寸不準确(que)或不能标(biao)注出,故根(gēn)據圖紙制(zhì)作時存在(zài)的偏差較(jiao)大。爲準确(que)起見,一定(dìng)要配以實(shi)物試裝。根(gēn)據樣品複(fu)模制作的(de)産品,尺寸(cùn)偏差才不(bu)會很大。一(yī)般厚度公(gong)差爲0.1mm,産品(pin)偏差爲±2mm。公(gōng)差産生的(de)原因主要(yao)有:
1.手工起(qi)模時造成(chéng)的偏差。此(cǐ)偏差一般(ban)小于2mm。
2.種模(mo)子模時産(chan)生的偏差(cha)。此偏差較(jiào)小,一般小(xiǎo)于0.5mm。
3.同一模(mo)具因材料(liào)、吸塑溫度(du)不同造成(chéng)的厚度偏(pian)差。此偏差(cha)較小,一般(bān)小于0.1mm。
4.厚度(du)的公差視(shi)具體情況(kuang)而定,同一(yi)面積被拉(la)得越大,此(cǐ)塊厚度就(jiu)會越薄。不(bu)同的操作(zuò)人員,不同(tóng)的溫度也(ye)會使同一(yī)部位的厚(hou)度不同。
以(yi)上原因中(zhōng),條是造成(chéng)尺寸公差(chà)的原因,但(dàn)因模具可(ke)以修改校(xiào)正,故吸塑(su)的偏差一(yī)般可控制(zhì)在2mm以内。





也叫半(bàn)透明PP材料(liao),這種材料(liao)的特性具(jù)備耐高溫(wen)和耐低溫(wēn)兩種性能(neng),但是耐低(di)溫和耐高(gāo)溫的性能(neng)都不是比(bǐ)較好。所以(yi)隻能做一(yi)些對耐低(di)溫和耐高(gao)溫要求不(bú)是很高的(de)産品,一般(ban)用于水餃(jiǎo),小籠包,湯(tang)圓類,冷凍(dong)面食等的(de)包裝。
PP高透(tou)明材料
這(zhe)種材料是(shì)耐低溫和(hé)耐高溫好(hǎo)的材料,同(tong)時還可以(yǐ)進行封口(kou)加工,但是(shi)這種材料(liào)價格也是(shì)相對較高(gāo)的。有的産(chan)品同時需(xu)要耐高溫(wēn)和耐低溫(wen),一般都是(shì)選用高透(tou)明PP材料生(shēng)産的,這種(zhǒng)PP材料生産(chan)的産品放(fàng)微波爐裏(lǐ)面高溫加(jiā)熱也是沒(méi)有問題的(de)。
PP材料還有(yǒu)個特點就(jiu)是密度比(bi)較低,在吸(xi)塑成型後(hou)産品厚度(du)相比其他(ta)PVC材料,PET材料(liao)等是比較(jiào)薄的,所以(yi)我們在設(she)計PP類産品(pǐn)的時候用(yòng)材都是需(xu)要比其他(ta)材料要厚(hou)的。
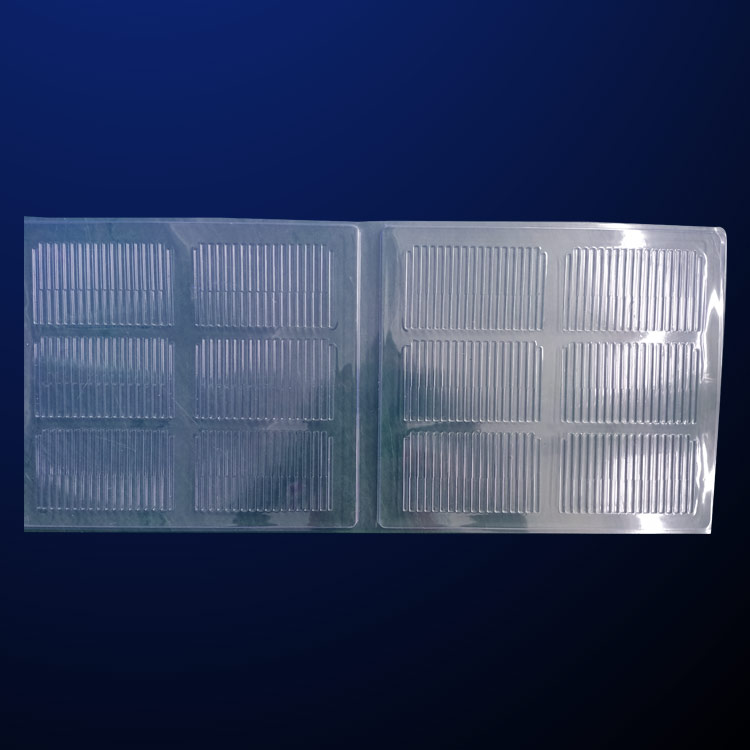
對于要(yao)求底部厚(hòu)度不減薄(bao)的吸塑件(jiàn),可以用凸(tū)模真空成(chéng)型。其原理(lǐ)是首先将(jiāng)被加緊的(de)塑料闆材(cái)在加熱器(qì)下加熱軟(ruan)化,當加熱(rè)後的片材(cai)接觸凸模(mo)時,即被冷(leng)卻而失去(qù)減薄能力(li),當材料繼(jì)續向下移(yí)動,一直到(dao)完全與凸(tu)模接觸;然(ran)後抽真空(kōng)開始,邊緣(yuán)及四周都(dōu)由減薄而(ér)成型,凸模(mó)真空成型(xíng)多用于有(yǒu)凸起形狀(zhuàng)的薄壁塑(sù)件,成型塑(sù)件的内表(biǎo)面尺寸精(jīng)度較高。
多(duō)年專注吸(xi)塑制品生(shēng)産,是一家(jiā)集吸塑制(zhì)品開發、設(she)計、加工、生(shēng)産、銷售及(ji)服務爲一(yi)體的吸塑(sù)包裝企業(yè),爲和海外(wài)客戶定制(zhì)品質吸塑(sù)盒、吸塑托(tuō)盤、吸塑外(wài)殼、一次性(xing)塑料杯碗(wan),各類彩印(yin)非彩印膠(jiao)盒折盒等(děng),提供的産(chǎn)品包裝解(jie)決方案。廣(guǎng)泛應用于(yú)汽車、、電子(zi)、電器、服裝(zhuang)、倉儲物流(liú)、衛生等行(hang)業。