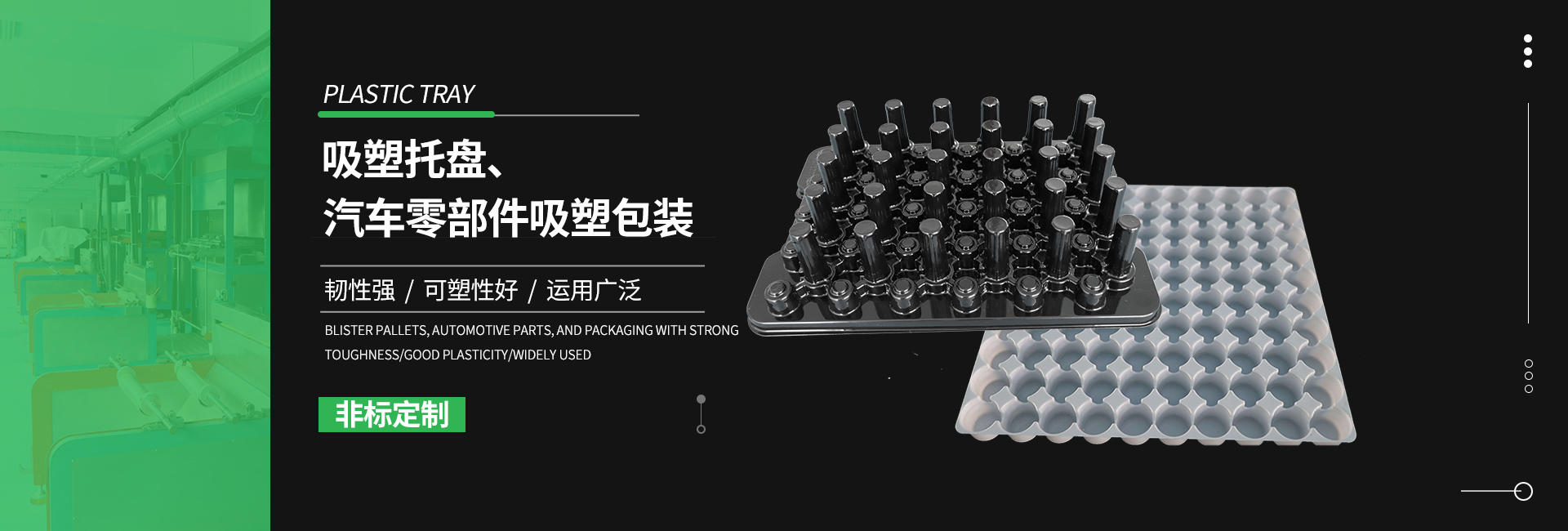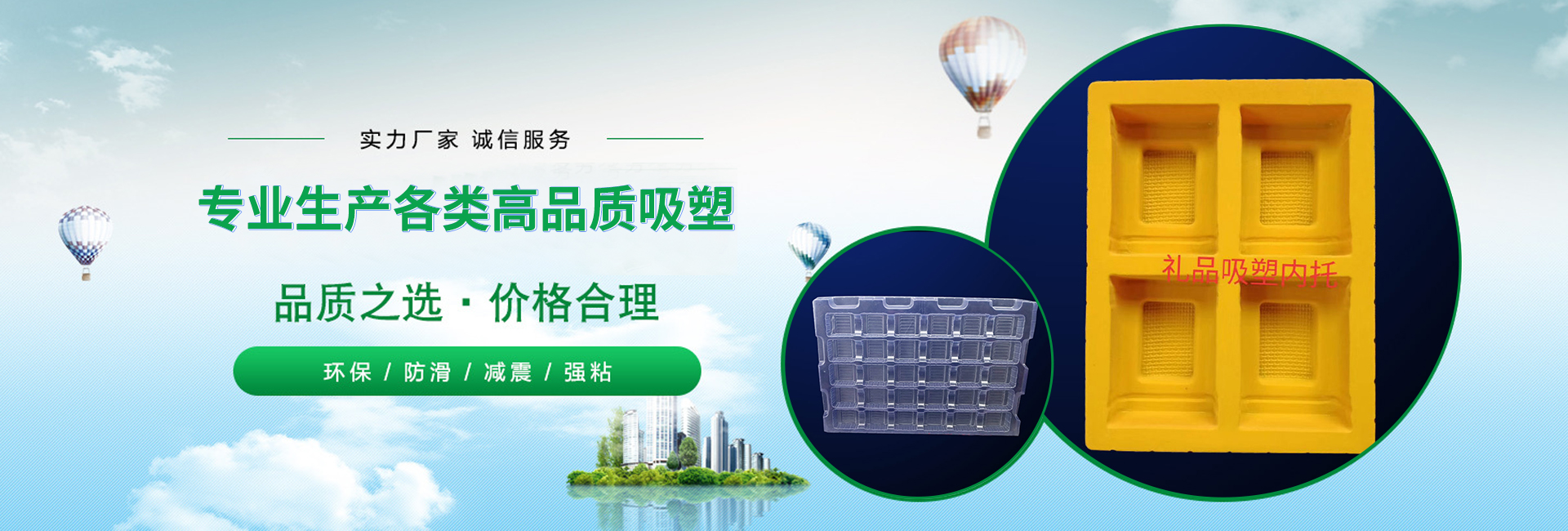





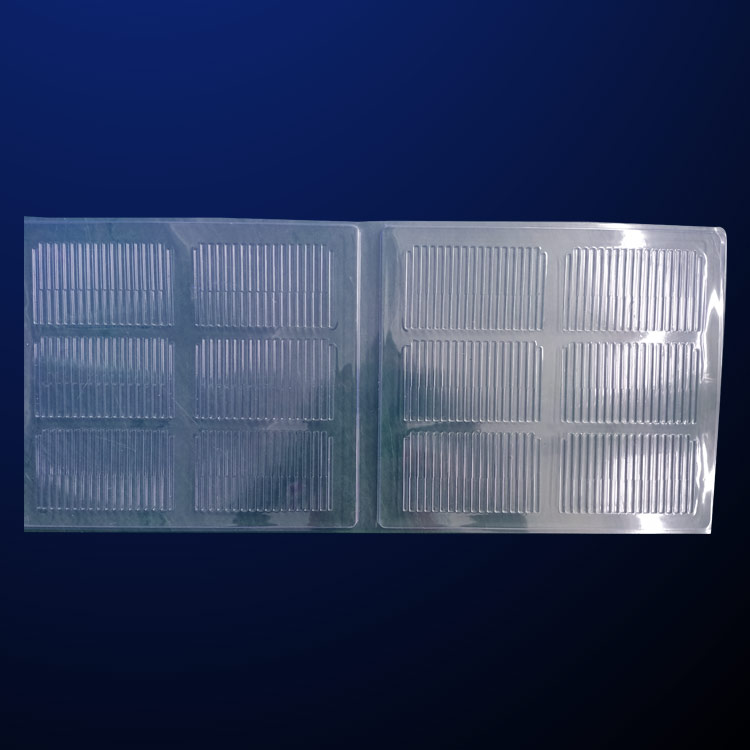
厚吸塑模具(jù)是怎麽做的 吸(xī)塑加工要想定(dìng)向成形,就必須(xū)借助模具--吸塑(sù)模具,吸塑模具(jù)就是指在吸塑(su)生産時所用的(de)模具,成本低的(de)是石膏模,其次(ci)是電鍍銅模,貴(gui)的是鋁模。 一般(bān)情況,我們會在(zài)模具内鑽上小(xiao)孔,用于真空吸(xī)附熱化的硬膠(jiao)片,形成吸塑産(chǎn)品。吸塑制作工(gong)藝技術應用的(de)是空氣壓力的(de)原理,利用吸塑(sù)機設備進行生(sheng)産各種産品包(bāo)裝,地闆磚模具(jù)和工藝模具的(de)實用型生産技(ji)術,該技術用途(tú)十分廣泛,生産(chan)快捷,投資小,,效(xiào)益高。 1、設備與工(gong)具 準備設備:真(zhen)空吸塑機一台(tai)套; 工具:模具; 材(cái)料:聚或聚乙烯(xi)塑料片卷材(規(gui)格根據生産品(pin)種選擇不同厚(hòu)度片材)。 2、生産工(gōng)藝 (1)模具制作及(jí)加工 客戶下單(dan)後,根據用戶的(de)要求和樣品規(gui)格,首先制作好(hao)吸塑模具,一般(bān)條件下,都是利(li)用石膏制作的(de)吸塑模具,但也(yě)有用木雕及金(jin)屬雕刻的産品(pǐn)作模具。 石膏模(mó)具制作好後,先(xian)讓其自然幹燥(zao)完全或是烘幹(gàn),然後根據産品(pin)表面凸凹具體(tǐ)情況,用1-2毫米的(de)鑽花在不影響(xiang)産品包裝模樣(yang)的低凹處鑽許(xu)多小孔,如果是(shi)包裝盒之類産(chan)品,還得在四周(zhou)邊上鑽一些小(xiǎo)孔,以便吸塑生(shēng)産時,能将空氣(qi)抽出。 模具鑽好(hǎo)孔後,還得将石(shi)膏模具進行加(jiā)硬處理,加硬處(chù)理方法是用濃(nóng)明礬飽和液浸(jin)泡後晾幹。 (2)材料(liao)的軟化 模具處(chù)理幹燥完全後(hòu),将模具裝入真(zhēn)空室上層鐵闆(pan)上,然後根據模(mo)具大小,将塑料(liao)片載成适用規(guī)格尺寸,然後将(jiāng)此片材放入加(jiā)熱木櫃内,使其(qi)完全固定好,再(zai)将木櫃連同塑(sù)料片材置恒溫(wēn)爐上進行軟化(huà)處理。 (3)吸塑成形(xing) 将軟化處理好(hǎo)的塑料片連同(tong)木櫃,置于真空(kong)室中,開動吸氣(qi)開關,将真空室(shì)内空氣吸抽幹(gàn)淨,待塑料片冷(lěng)卻後,即得到與(yǔ)模具相同的凹(ao)型包裝或工藝(yi)模具。 (4)包裝整理(li) 将生産出來的(de)産品進行修邊(bian)整理即爲成品(pǐn)産品,再經包裝(zhuāng)後即可出售。




厚(hòu)片吸塑的價格(gé)與優勢 厚吸塑(sù)産品價格計算(suàn) 厚吸塑價格=産(chǎn)品材料成本+能(neng)耗+人工及運輸(shu)+利潤 能耗:吸塑(su)是通過熱加工(gong)的,耗電能相對(dui)其他行業較大(da),大緻爲産品材(cái)料成本的8% 人工(gong):吸塑主要靠機(ji)器生産,人工較(jiào)少,大緻爲産品(pǐn)材料成本的10% 運(yun)輸:根據客戶離(li)本廠距離而定(ding), 利潤:吸塑廠的(de)純利潤一般很(hěn)低,12%-20%,根據付款期(qī)限而定,30天結帳(zhàng)爲14% 材料成本:産(chan)品材料成本的(de)計算比較複雜(za),計算之前首先(xiān)搞清以下幾方(fāng)面數據: 原料價(jia)格:根據産品的(de)用途,确定采用(yong)何種材質和等(děng)級的材料,尋該(gai)種材料供應商(shāng) 膠片厚度:預诂(gu)該産品須用多(duo)厚的膠片制作(zuo),要根據成型各(ge)部位的厚度和(he)形狀而定 排版(ban)數量:根據産品(pin)外形尺寸和形(xíng)狀,計算一版能(neng)排多少個模,排(pai)密了會降低産(chǎn)品質量,排稀了(le)會增大材料損(sǔn)耗,使成本上升(sheng) 材料損耗率:主(zhǔ)要因素爲産品(pin)形狀、産品數量(liang)以及外形尺寸(cùn)與吸塑機底盤(pán)适配程度,形狀(zhuang)越方正、産量越(yue)大,損耗率就越(yuè)小 材料成本的(de)計算公式: 産品(pin)材料成本=1噸原(yuan)料價格 / 1噸原料(liào)産成品數量 1噸(dun)原料産成品數(shù)量=1噸原料長度(dù) / 吸塑模闆長度(dù) X 排版數量X (100%—材料(liao)損耗率) 1噸原料(liao)長度=1噸 / 材料密(mì)度 / 膠片厚度 / 寬(kuan)度(吸塑底盤寬(kuan)度) 其中材料密(mi)度(PVC爲1.36T/M3)、吸塑底盤(pán)寬度(0.51-0.71M)、模闆長度(du)及其他四項參(can)數均靠經驗估(gū)算
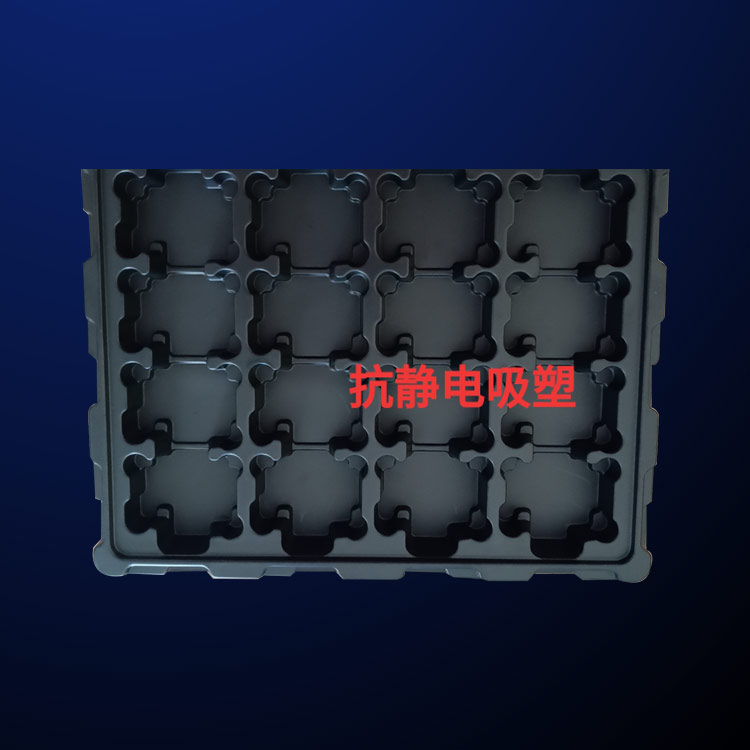
厚片吸塑模(mó)具選擇 厚片吸(xī)塑模具一般有(yǒu)石膏模、電鍍銅(tong)模和鋁模三種(zhǒng): 石膏模:用石膏(gāo)在半濕的狀态(tài)下雕刻成型,然(rán)後烘幹即成模(mo)具,石膏模成本(ben)低,易于修改,但(dan)石膏模精度不(bú)夠高,表面不光(guang)滑而且易碎不(bu)耐用,因此它常(chang)用來打樣、做電(diàn)鍍銅模的模種(zhong)或一些要求不(bú)高小批量生産(chǎn)的吸塑模具。 鋁(lü)模:用鋁錠通過(guò)機械(車床、銑床(chuáng)、CNC等)加工而成。鋁(lǚ)模精度高、表面(mian)光滑而且,但價(jia)格非常貴,鋁模(mó)一般用在精度(du)要求較高銅模(mó)達不到的吸塑(sù)産品上。 電鍍銅(tóng)模:用石膏模種(zhong)制成樣品後,電(dian)鍍一層銅殼即(ji)爲電鍍銅模,成(chéng)本相對石膏模(mo)高,但比鋁模便(bian)宜得多,因其表(biǎo)面光潔耐用、低(dī)成本的優點,電(dian)鍍銅模是常用(yong)的一種吸塑模(mó)具。
您好,歡迎(yíng)莅臨方立包裝(zhuāng),歡迎咨詢...
·
·•
·
›•