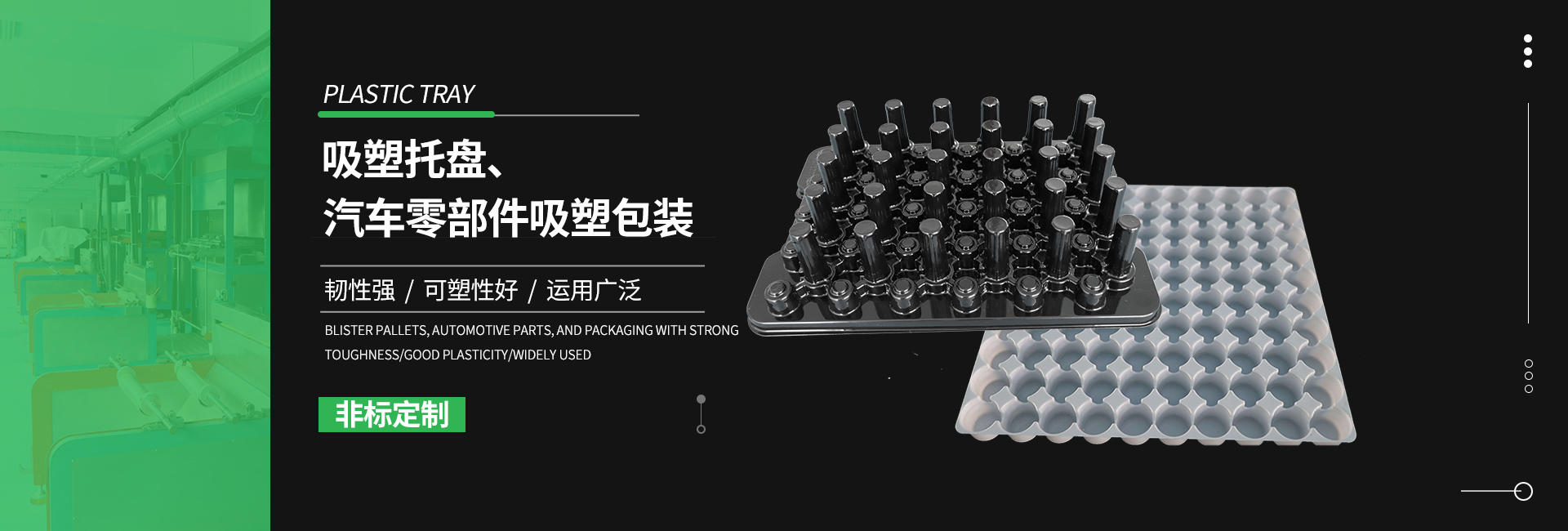



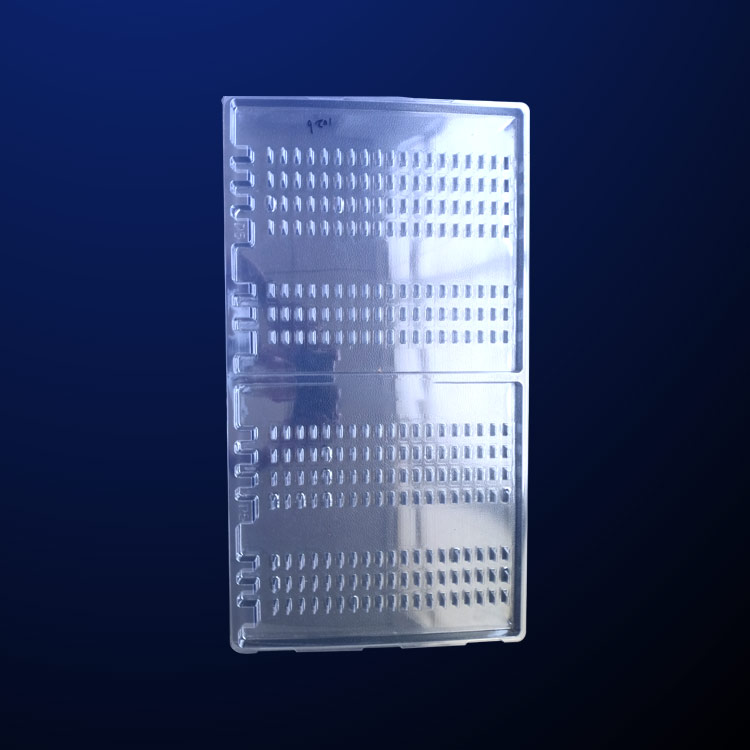

接着我們進(jin)入制造吸塑(su)燈箱的進程(chéng):
1,首要做模具(jù),燈箱片隻在(zai)3厘米以内厚(hou)度,制造模具(ju)隻需将陰陽(yang)模打磨下邊(bian)就可以脫模(mo)了,燈箱片高(gāo)于3厘米厚度(dù)的,就必須要(yào)将陽模制形(xíng)成上小下大(da)的形狀才好(hǎo)脫模。
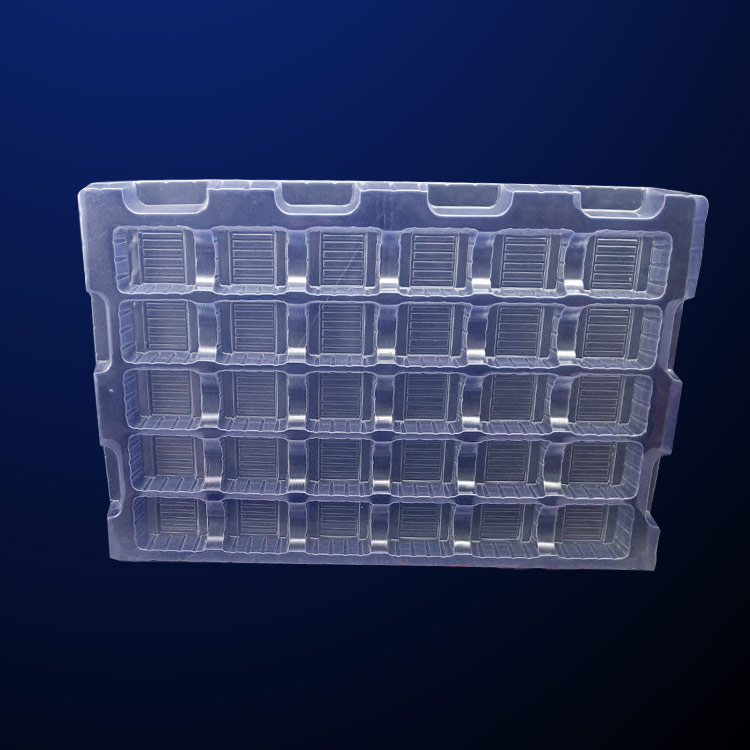
2,選料,制(zhì)造燈箱的材(cái)料有許多種(zhong)塑料可以,ABS,PC,MMA。這(zhe)些都是運用(yòng)很廣的材料(liào)。
3,型材,鋁型材(cai)的厚度是的(de),一般型材運(yun)用的厚度要(yào)到1.2mm才好,燈箱(xiāng)越大裏面還(hai)需求用角鐵(tiě)做支架來支(zhi)撐。
4,燈具,國内(nei)外許多牌子(zi)可以選擇,像(xiang)國内的藍景(jing)光電,日上光(guang)電都可以供(gong)給很好的光(guang)源。





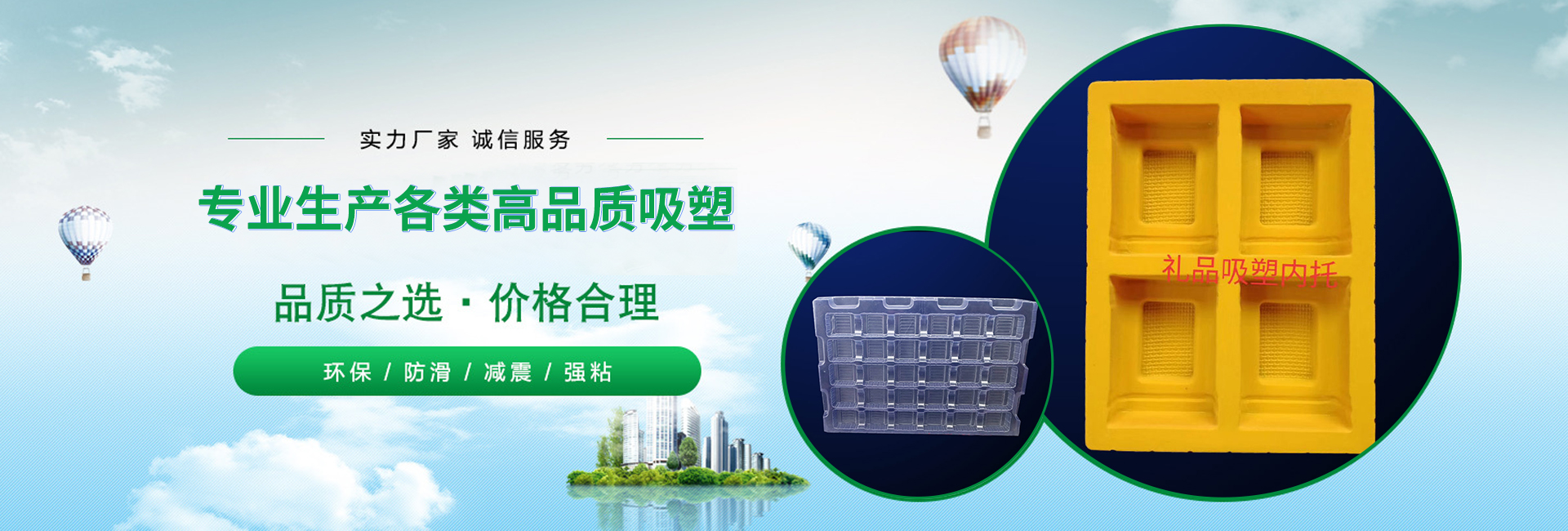
俗話說,美(měi)人一笑真國(guó)色,傾城傾國(guó)世,沒有人會(hui)拒絕美,因爲(wèi)容貌美麗、氣(qì)質奪人是一(yī)種力量,在這(zhè)個看臉說話(hua)的時代,“顔值(zhi)”就是評判的(de)标準,就連家(jia)裏的櫥櫃,也(ye)有顔值的高(gao)低之分。
吸塑包裝 工(gōng)藝過程包括(kuo):印刷塗布吸(xī)塑包裝油的(de)工藝過程和(hé)吸塑包裝熱(re)封工藝過程(cheng)(見圖 5),目前有(yǒu)三種方式實(shi)現塗布過程(chéng):離線過油機(ji)滿版過油、絲(si)印局部過油(yóu)、膠印連線過(guò)油。離線塗布(bu)和吸塑包裝(zhuang)工藝一般要(yào)求産品印刷(shua)完後放置至(zhì)少 72 小時,待大(dà)面積深色油(you)墨區域完全(quan)幹燥後,方可(ke)過在表面過(guò)吸塑包裝油(you),再放置至少(shǎo) 24 小時後方可(ke)進行吸塑包(bao)裝過程。目前(qian)的連線過油(yóu)方式(一般采(cǎi)用水性吸塑(sù)包裝油),可以(yi)縮短時間,但(dan)是吸塑包裝(zhuāng)效果不佳。過(guo)油過程主要(yào)控制的目标(biāo):過油量大小(xiǎo)合适(一般約(yue) 3-5g/m2,視材料表面(mian)性能、吸塑包(bao)裝油濃度不(bu)同而有所差(cha)别)、吸塑包裝(zhuang)油充分滲透(tou)。
塗布過程須(xu)控制好塗布(bù)量大小,确保(bao)膜層表面的(de)流平性、光澤(zé)度、滲透效果(guo)、幹燥性等;吸(xi)塑包裝過程(cheng)主要控制好(hao)溫度、壓力、時(shi)間等條件,确(que)保吸塑包裝(zhuāng)效果。
·•
·
›· •
·