



一般(bān)多個産品(pin)從拉片出(chū)來(根據模(mó)具排數),單(dān)個産品需(xū)要用刀模(mó)在沖床上(shàng)沖壓。這個(gè)過程叫做(zuo)打孔。 對于(yu)一些需要(yao)将吸塑産(chǎn)品兩側或(huo)側面的邊(bian)角折疊起(qi)來插入紙(zhǐ)卡的産品(pǐn),就需要這(zhè)個過程。這(zhè)個過程是(shi)由翻邊機(ji)完成的。如(ru)果客戶有(you)特别要求(qiú),在刺破吸(xi)塑時應增(zēng)加此工序(xu)。 注意吸塑(sù)産品的包(bao)裝,根據客(ke)戶要求的(de)嚴格程度(du),産品的材(cái)質和形狀(zhuàng),确定合适(shi)的包裝方(fāng)式。如果客(ke)戶沒有特(te)别要求,可(kě)以使用包(bao)裝或塑料(liao)袋。對于吸(xī)塑包裝白(bai)色或顔色(sè)鮮豔,容易(yi)摩擦或粘(zhan)不上灰塵(chén)或指紋的(de)産品,生産(chan)時往往要(yao)戴手套。 材(cai)料的特性(xìng)一般都是(shì)防 靜電的(de)。防 靜電材(cái)料通過浸(jin)泡或添加(jiā)防 靜電成(cheng)分制成,後(hou)者具有持(chi)久的防 靜(jing)電性能。抗(kang) 靜電材料(liào)的靜電值(zhi)一般可以(yǐ)達到106~1012ω。此外(wài),它是環保(bao)的,其中APET是(shì)zui環保的,PVC可(kě)以回收。一(yi)般來說,材(cái)料越厚,加(jia)熱時間越(yue)長,生産速(sù)度越慢。材(cái)料越薄,生(sheng)産速度越(yuè)快,但一卷(juàn)的長度越(yuè)長。 吸塑包(bao)裝的使用(yòng)壽命與日(rì)常保養密(mì)切相關。吸(xi)塑包裝定(dìng)期維護可(kě)以減少氣(qi)力輸送機(ji)械的故障(zhàng),避免不要(yao)的風險,延(yan)長設備的(de)使用壽命(ming)。





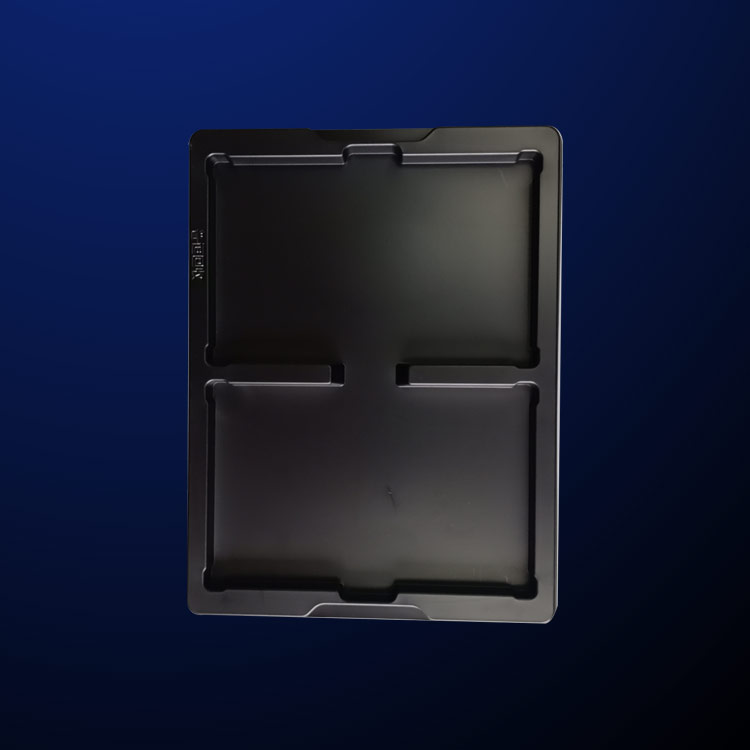
吸塑包裝(zhuang)盒缺陷原(yuan)因及類型(xíng)介紹 吸塑(sù)包裝盒缺(que)陷産生的(de)原因無非(fei)是厚度不(bú)均、拉線、晶(jing)點、水線或(huo)氣泡。下面(miàn)是一個小(xiǎo)系列來說(shuō)明原因和(hé)解決方法(fa)。 ①吸塑包裝(zhuang)盒厚度不(bú)均勻,共3點(diǎn)造成。diyi個是(shì)上架的問(wen)題,就是你(nǐ)把材料放(fang)到機器上(shang)的時候,調(diao)整位置很(hen)重要。一旦(dan)放置不規(guī)則或錯位(wèi),會造成吸(xi)塑包裝盒(he)厚度不均(jun)勻。這就要(yào)求我們在(zài)上架的時(shí)候要注意(yì)座椅的調(diào)整。其次,在(zài)制造過程(chéng)中,闆材的(de)厚度可能(neng)沒有得到(dao)适當的調(diào)整,導緻厚(hòu)度不均勻(yun)。這需要你(ni)有一個高(gao)質量的闆(pǎn)材供應商(shāng)。第三,和溫(wēn)度有關。不(bu)同的材料(liao)需要不同(tong)的溫度。假(jiǎ)設溫度沒(méi)有調整到(dao)合适的溫(wēn)度,很容易(yi)使吸塑包(bāo)裝盒的厚(hou)度不均勻(yún)吸塑包裝(zhuāng)。這需要有(you)經驗的機(ji)器調整大(da)師來解決(jué)問題。 ②吸塑(sù)包裝盒上(shang)有拉線。拉(lā)絲的原因(yin)主要與吸(xī)塑機模具(jù)結構的合(he)理性和質(zhì)量有關,在(zài)某些程度(du)上也與吸(xī)塑機的操(cāo)作和材料(liào)上架時的(de)擠壓有關(guan)。解決辦法(fa)就是找一(yi)家高質量(liàng)的吸塑模(mo)具廠家合(hé)作,上架材(cai)料,調機的(de)時候稍微(wēi)注意一下(xià)。 ③吸塑包裝(zhuāng)盒上有一(yi)個晶點。産(chan)生結晶點(dian)的主要原(yuán)因是材質(zhì)問題。如果(guo)用的是劣(lie)質材料,那(nà)是正常現(xian)象。好的材(cai)料如果有(you)這個問題(tí),可以直接(jie)去找闆材(cái)供應商。肯(ken)定是片材(cai)供應商在(zai)裏面加了(le)一些雜物(wu)。解決辦法(fa)是對闆材(cái)進行一些(xiē)的抽樣檢(jiǎn)驗,如有問(wèn)題及時咨(zi)詢或更換(huan)闆材供應(ying)商。 ④吸塑包(bāo)吸塑包裝(zhuāng)裝盒上有(you)水波紋或(huò)氣泡。水波(bo)紋産生的(de)原因與吸(xi)塑盒的成(chéng)型速度密(mi)切相關。氣(qì)泡更容易(yì)由生産過(guo)程中的闆(pan)材質量差(chà)和空氣滲(shèn)透引起。解(jiě)決辦法一(yi)是控制塑(su)性成形的(de)時間,二是(shi)注意闆材(cai)的質量。
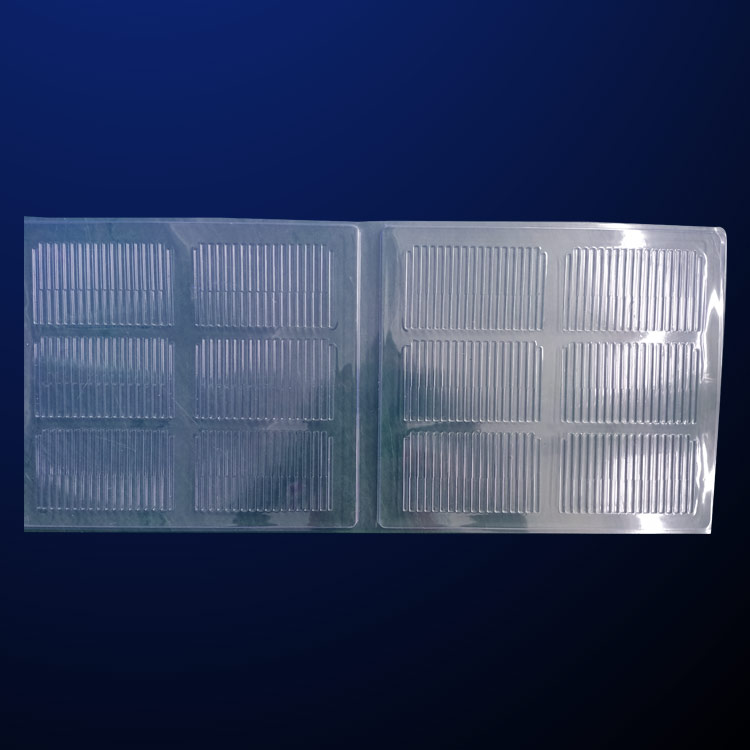
吸(xī)塑包裝怎(zen)樣可以做(zuo)的平滑? 吸(xī)塑包裝廠(chǎng)家原材料(liao)PVC、PTE、PP的性能決(jué)定印刷墨(mo)色的質量(liang),隻有性能(neng)好的原材(cái)料,才能獲(huo)得較好的(de)印品呈色(sè)效果。所以(yi),正确認識(shí)膠盒性能(néng)與印品呈(cheng)色的關系(xi),根據印刷(shuā)産品、工藝(yi)條件特點(diǎn),合理選擇(ze)高質量的(de)原材料進(jin)行印刷,對(dui)提高産品(pǐn)質量具有(you)重要的現(xiàn)實意義。 吸(xī)塑包裝廠(chǎng)家平滑度(du)與呈色效(xiào)果的關系(xi)。 平滑度是(shì)評價膠盒(he)表面凹凸(tū)程度的技(jì)術指标,是(shi)表示膠盒(he)表面平整(zheng)、光滑和均(jun)勻程度的(de)物理量,即(ji)在一定的(de)真空條件(jiàn)下,使一定(dìng)容積的空(kong)氣,從一定(dìng)壓力下的(de)膠盒測試(shi)樣表面與(yǔ)光滑玻璃(li)表面之間(jian)流過所需(xu)要的時間(jian)來衡量,其(qí)單位用秒(miǎo)表示。秒數(shù)越高膠盒(he)的平滑度(du)越好。 膠盒(hé)平滑度越(yuè)好,印刷時(shí)材料表面(mian)與印版間(jian)的接觸,也(ye)就越均勻(yún)和完整,版(bǎn)面(凸版)或(huò)橡皮布上(shang)的墨層轉(zhuan)移也越充(chōng)分,印品呈(cheng)色效果也(ye)越好。 反之(zhi),平滑度差(chà)的膠盒原(yuan)材料,油墨(mò)轉移不均(jun1)勻,不充分(fèn),且原材料(liào)表面對墨(mo)量的滲透(tou)性強,呈色(sè)效果也就(jiu)差,往往容(rong)易使印品(pǐn)墨色發花(huā)、發淡。所以(yi),印刷精細(xi)的産品,網(wǎng)線越細、網(wǎng)點直徑越(yuè)小,越應采(cai)用平滑度(du)好的膠盒(he)原材料印(yin)刷,這樣才(cái)能使原稿(gao)再現性好(hǎo)。

您好,歡(huān)迎莅臨方(fang)立包裝,歡(huan)迎咨詢...