




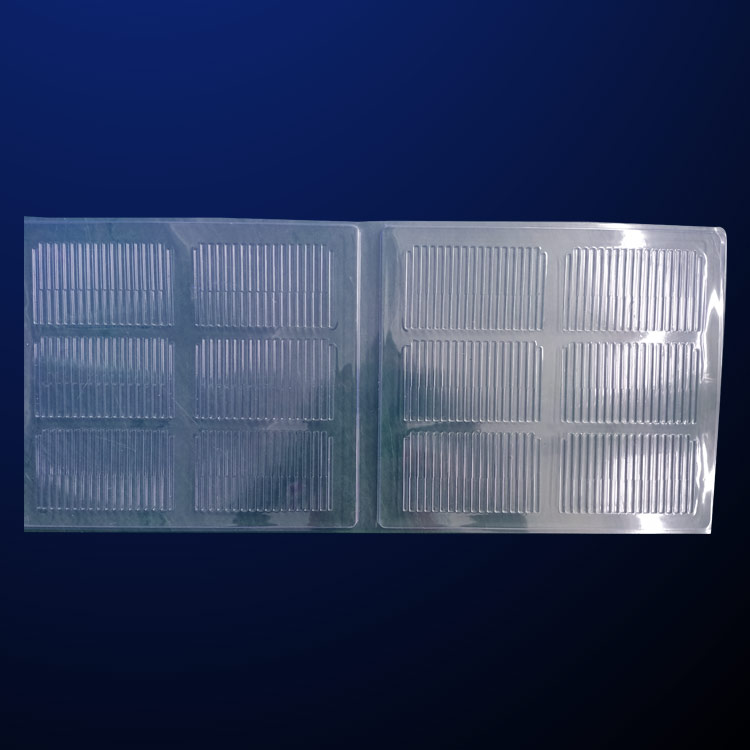
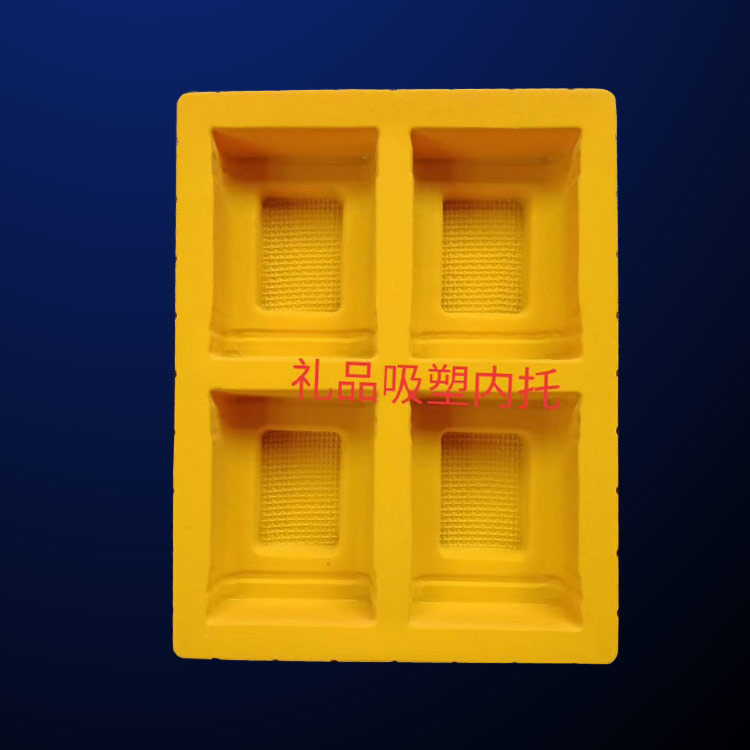
吸塑包裝 尺(chi)寸的得來可(kě)分爲三種:按(an)照客戶樣品(pin)(制模叫複模(mó))、根據圖紙制(zhi)模、根據實物(wù)自行設計。因(yin)爲吸塑的形(xíng)狀一般根據(jù)實物定制,故(gù)形狀多不規(gui)則,圖紙制作(zuo)時有很多尺(chi)寸不準确或(huo)不能标注出(chu),故根據圖紙(zhǐ)制作時存在(zai)的偏差較大(da)。爲準确起見(jiàn),一定要配以(yǐ)實物試裝。根(gēn)據樣品複模(mo)制作的産品(pin),尺寸偏差才(cai)不會很大。一(yī)般厚度公差(chà)爲0.1mm,産品偏差(cha)爲±2mm。公差産生(shēng)的原因主要(yao)有:
1.手工起模(mó)時造成的偏(piān)差。此偏差一(yī)般小于2mm。
2.種模(mó)子模時産生(shēng)的偏差。此偏(piān)差較小,一般(ban)小于0.5mm。
3.同一模(mo)具因材料、吸(xī)塑溫度不同(tóng)造成的厚度(du)偏差。此偏差(cha)較小,一般小(xiao)于0.1mm。
4.厚度的公(gōng)差視具體情(qing)況而定,同一(yī)面積被拉得(de)越大,此塊厚(hou)度就會越薄(báo)。不同的操作(zuò)人員,不同的(de)溫度也會使(shǐ)同一部位的(de)厚度不同。
以(yi)上原因中,條(tiao)是造成尺寸(cun)公差的原因(yīn),但因模具可(ke)以修改校正(zhèng),故吸塑的偏(piān)差一般可控(kòng)制在2mm以内。





對(duì)于要求底部(bù)厚度不減薄(bao)的吸塑件,可(kě)以用凸模真(zhen)空成型。其原(yuán)理是首先将(jiang)被加緊的塑(sù)料闆材在加(jiā)熱器下加熱(rè)軟化,當加熱(rè)後的片材接(jiē)觸凸模時,即(jí)被冷卻而失(shi)去減薄能力(lì),當材料繼續(xù)向下移動,一(yī)直到完全與(yǔ)凸模接觸;然(ran)後抽真空開(kāi)始,邊緣及四(si)周都由減薄(báo)而成型,凸模(mó)真空成型多(duō)用于有凸起(qǐ)形狀的薄壁(bì)塑件,成型塑(sù)件的内表面(mian)尺寸精度較(jiao)高。
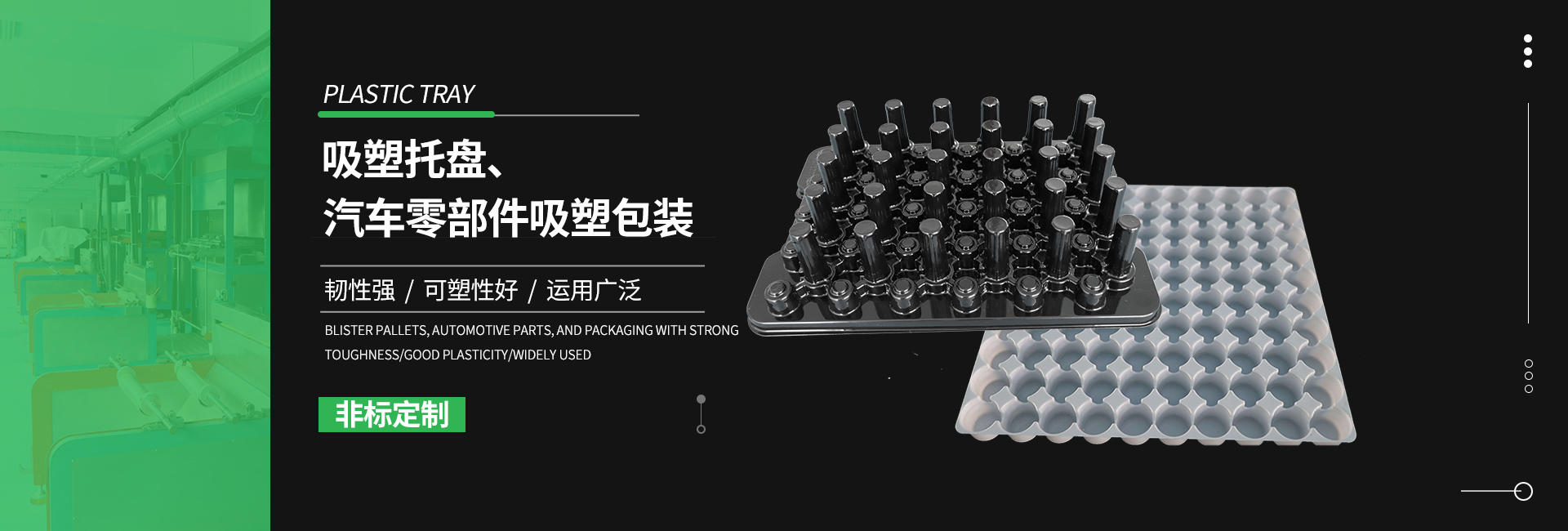
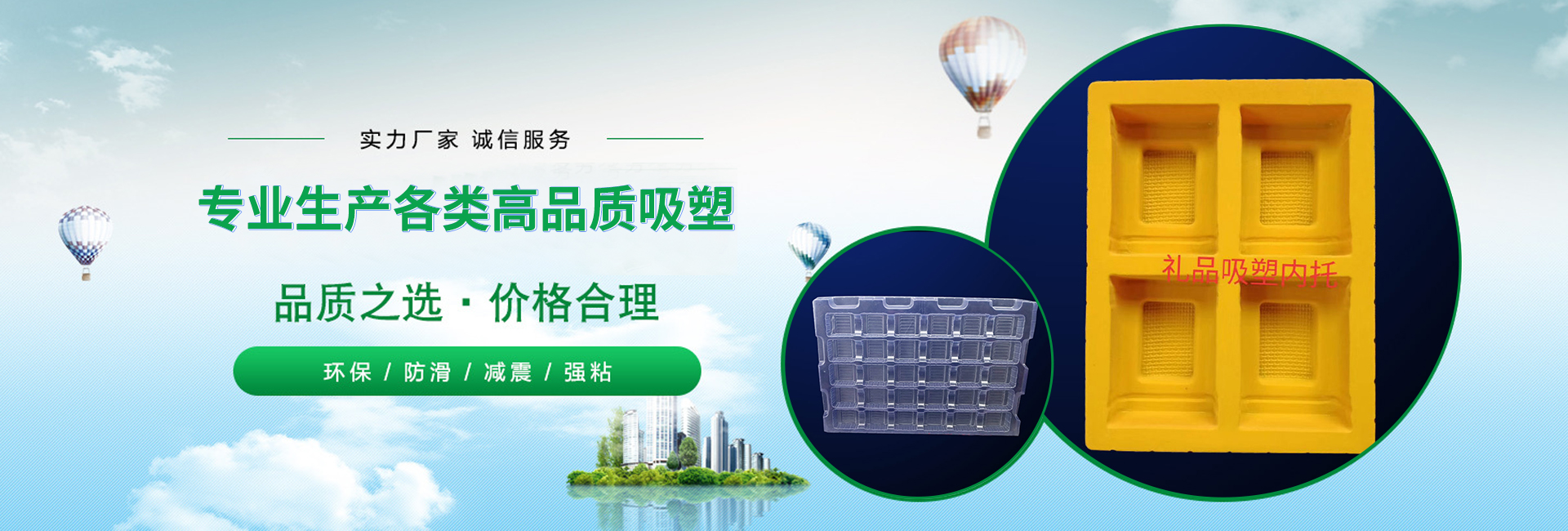
多年專注(zhù)吸塑制品生(shēng)産,是一家集(ji)吸塑制品開(kāi)發、設計、加工(gōng)、生産、銷售及(jí)服務爲一體(ti)的吸塑包裝(zhuang)企業,爲和海(hǎi)外客戶定制(zhi)品質吸塑盒(hé)、吸塑托盤、吸(xi)塑外殼、一次(ci)性塑料杯碗(wǎn),各類彩印非(fei)彩印膠盒折(she)盒等,提供的(de)産品包裝解(jiě)決方案。廣泛(fan)應用于汽車(chē)、、電子、電器、服(fú)裝、倉儲物流(liú)、衛生等行業(yè)。
目前,越來越(yue)多的消費者(zhě)開始注重家(jia)庭裝修中的(de)廚房裝修,但(dan)在櫥櫃的選(xuan)擇上仍然存(cun)在一些很大(da)的誤區,消費(fèi)者在購買産(chan)品時,往往過(guo)于注重外觀(guan)是否符合自(zì)己的喜好和(he)需求,過度相(xiang)信網上一些(xie)關于環保标(biao)準的文章,但(dan)實際上,這是(shi)不正确的,挑(tiao)選櫥櫃是需(xu)要經過慎重(zhong)考慮,根據各(gè)項要求綜合(hé)考慮決定的(de),所以提醒消(xiāo)費者,櫥櫃使(shǐ)用的材料對(duì)于今後廚房(fáng)的使用尤爲(wèi)重要,是影響(xiǎng)日後使用感(gǎn)受的直接和(he)關鍵要素。

›•· •
·