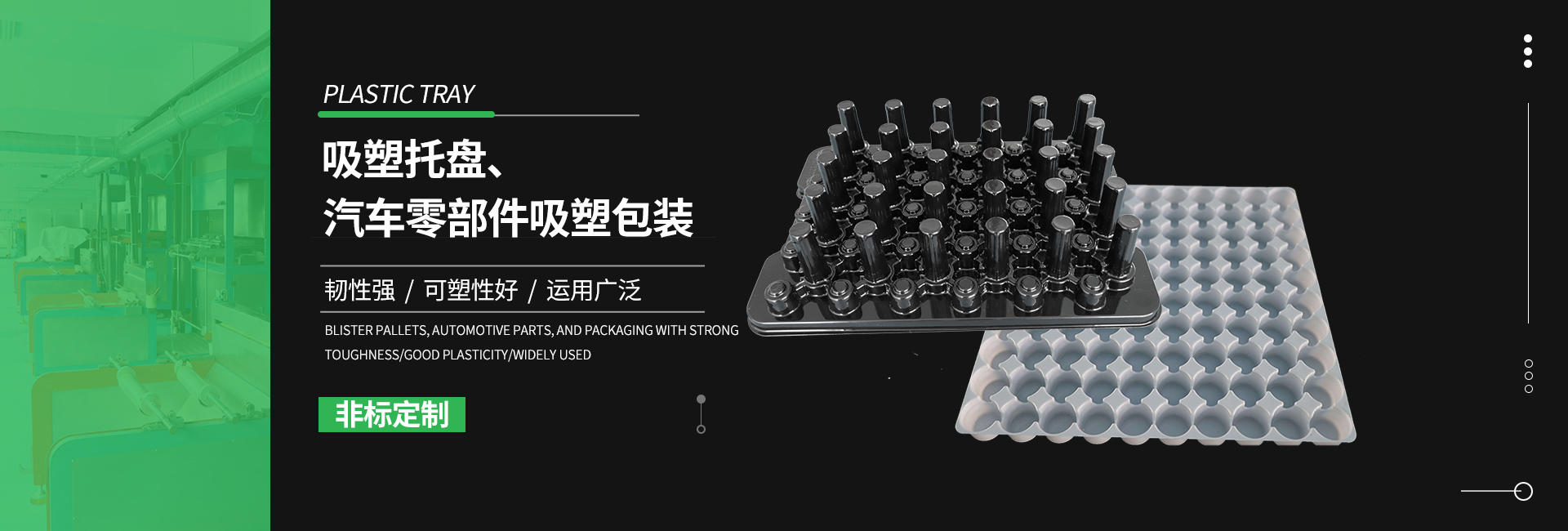





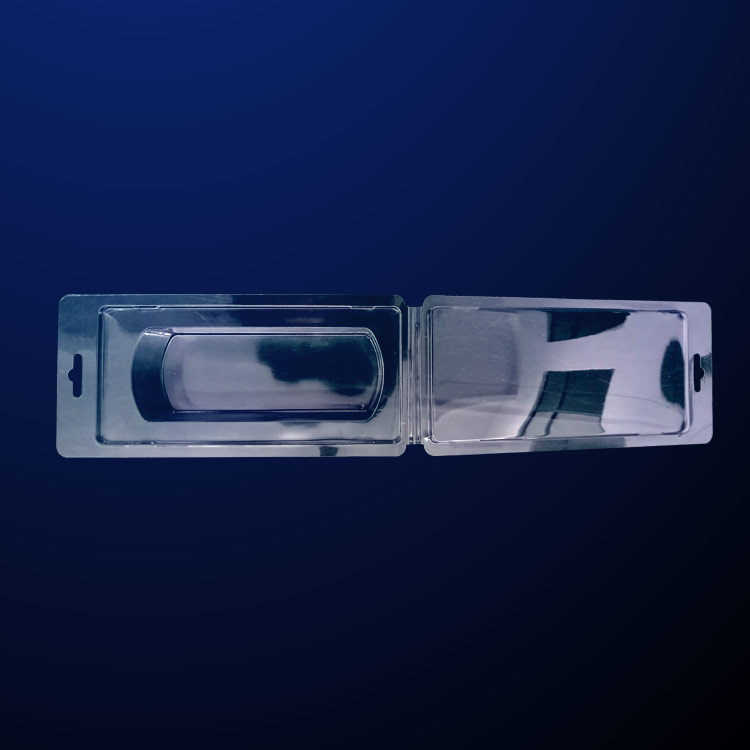
吸(xi)塑包裝 厚吸塑,和(he)吸塑包裝的薄吸(xi)塑生産方式差不(bu)多,都是以真空吸(xi)塑爲主。厚片吸塑(su)是指所用的原材(cái)料厚度超過2mm,無法(fǎ)在全自動機器上(shàng)吸塑成型,必須采(cǎi)用厚闆材的半自(zi)動吸塑成型機加(jiā)工生産的技術。
厚(hou)片吸塑大緻流程(cheng):人工上料---壓料框(kuang)下料(自動)--加熱爐(lú)自動複位加熱(自(zì)動)---防垂(自動/可選(xuan)擇關閉)----加熱爐後(hòu)退(自動)-----吹泡(自動(dòng)/可選擇關閉)----下模(mó)台模具上升(自動(dòng))-----真空成型(自動)-----冷(leng)卻(自動)-----反吹氣脫(tuo)模(自動)-----下模台模(mó)具下降(自動)-----壓料(liào)框上升(自動)-----人工(gōng)取料。




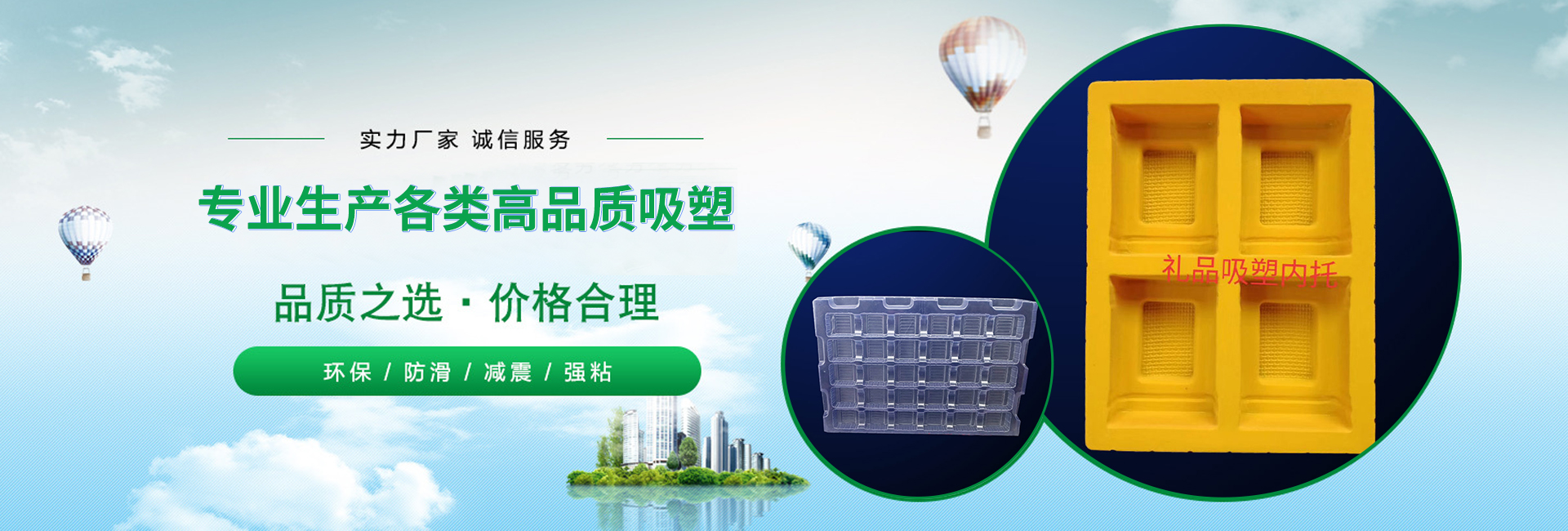
吸塑包裝 行(hang)業從20世紀40年代發(fa)展開始已經成爲(wèi)加工包裝材料的(de)的方法之一,需求(qiú)刺激發展,單模吸(xī)塑機廠家也是跟(gēn)随這市場的供求(qiú)及價格的變化不(bu)斷的發展起來,同(tóng)時也受整體市場(chang)的影響吸塑包裝(zhuang)市場也發生了變(bian)化。
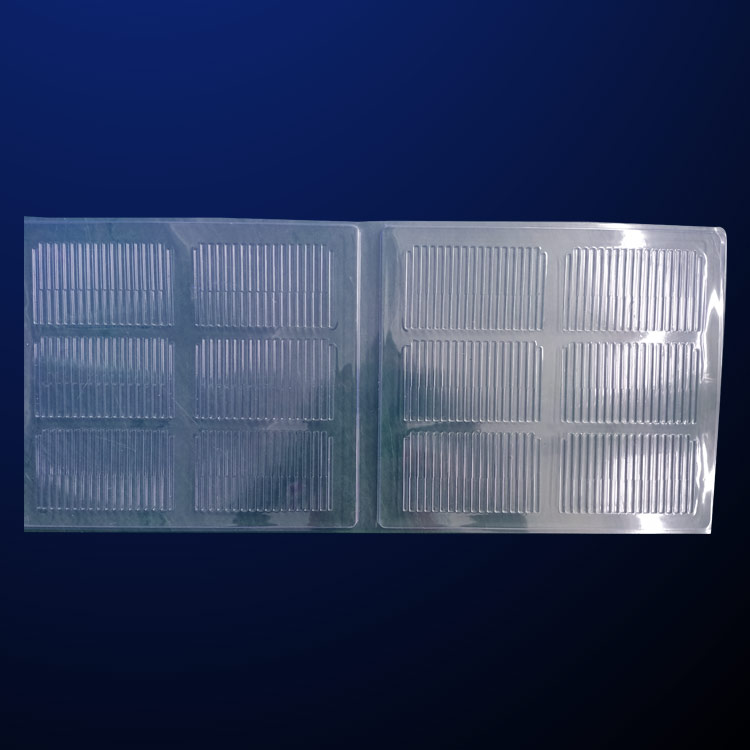
單模吸塑機産(chǎn)品特點:
1、單模具吸(xī)塑,模具制作省工(gōng)省料,直接把亞克(kè)力闆放在機器内(nei)的模具上面,加熱(rè)、軟化、吸塑、冷卻、一(yi)次自動成型。
3、模具定(ding)位簡便,準确,可做(zuò)超小字,無廢品。
4、自(zi)動化程度高:加溫(wēn)—自動恒溫—自動密(mì)封—自動吸塑—自動(dong)冷卻—自動停溫—自(zì)動停止吸塑。
吸塑(sù)包裝 前産品上的(de)灰塵及其他髒物(wù)必須清除幹淨,整(zheng)個包裝過程必須(xu)注意清潔,以保證(zhèng)包裝質量。防爆電(dian)器産品和電力傳(chuán)動控制裝置須罩(zhào)上塑料袋後再裝(zhuang)入包裝箱,外包裝(zhuang)采用簡易包裝的(de)産品,須先用塑料(liao)袋包裝。 裝入箱内(nèi)的産品必須可靠(kào)地固定,不應竄動(dong)。
固定方式根據産(chǎn)品的結構選定,以(yǐ)螺栓固定或以木(mù)楞(塊)墊緊壓緊。在(zài)采用木楞(塊)固定(dìng)産品時,嚴禁墊、

 壓(ya)産品的薄弱部位(wèi),例如:電控産品帶(dài)玻璃的門等。
壓(ya)産品的薄弱部位(wèi),例如:電控産品帶(dài)玻璃的門等。
您好,歡迎莅臨方(fāng)立包裝,歡迎咨詢(xun)...