



接着我們進(jìn)入制造吸塑(sù)燈箱的進程(cheng):
1,首要做模具(ju),燈箱片隻在(zai)3厘米以内厚(hou)度,制造模具(ju)隻需将陰陽(yáng)模打磨下邊(bian)就可以脫模(mó)了,燈箱片高(gāo)于3厘米厚度(du)的,就必須要(yao)将陽模制形(xíng)成上小下大(dà)的形狀才好(hǎo)脫模。
2,選料,制(zhì)造燈箱的材(cai)料有許多種(zhong)塑料可以,ABS,PC,MMA。這(zhè)些都是運用(yòng)很廣的材料(liao)。
3,型材,鋁型材(cái)的厚度是的(de),一般型材運(yun)用的厚度要(yao)到1.2mm才好,燈箱(xiāng)越大裏面還(hai)需求用角鐵(tie)做支架來支(zhī)撐。
4,燈具,國内(nei)外許多牌子(zi)可以選擇,像(xiàng)國内的藍景(jing)光電,日上光(guang)電都可以供(gòng)給很好的光(guāng)源。





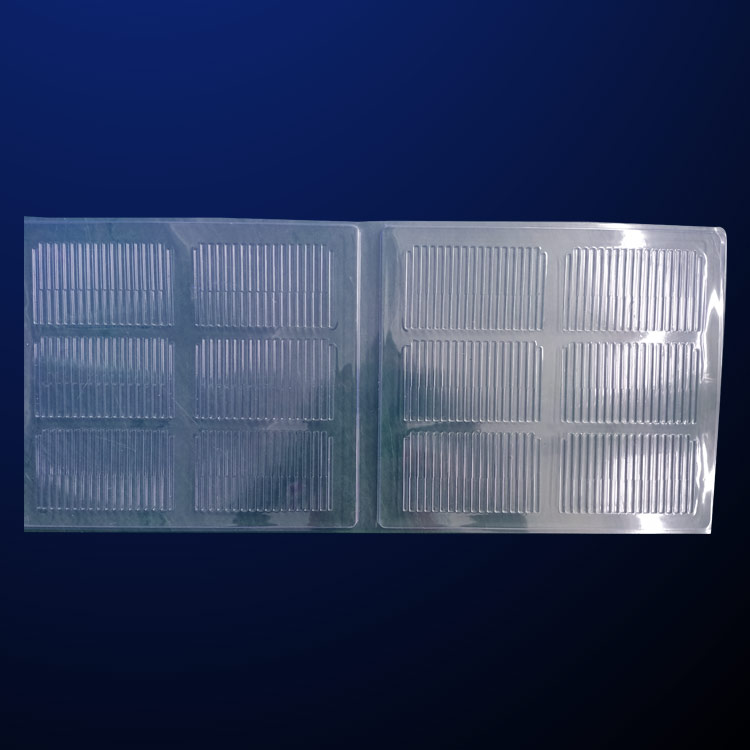
吸塑燈箱(xiāng)立體發光字(zì)加工技能—因(yin)爲壓克力質(zhi)量安穩,所以(yǐ)其制品具有(you)透光性好、作(zuò)用清楚、抗壓(ya)強度高、十幾(jǐ)年、亮光如新(xin)等其它燈箱(xiāng)、金屬字所無(wú)法比較的特(te)征,是永續運(yun)營、實力的商(shang)家之佳品。壓(ya)克力加工中(zhong),的就是模具(jù)了。模具可采(cai)用木制、石膏(gāo)、鋼制等,可根(gēn)據加工批量(liàng)的多少決議(yì)模具選材。
制模可(kě)采用木匠曲(qu)線鋸或電腦(nao)雕琢、凸模要(yao)有斜度,上小(xiao)下大便可脫(tuo)膜。加熱溫度(dù)适合,并不是(shi)溫度越高越(yuè)好,溫度高時(shi)壓克力闆會(huì)裂解,失掉自(zi)身的柔韌性(xing),吸壓深度會(huì)不理想。
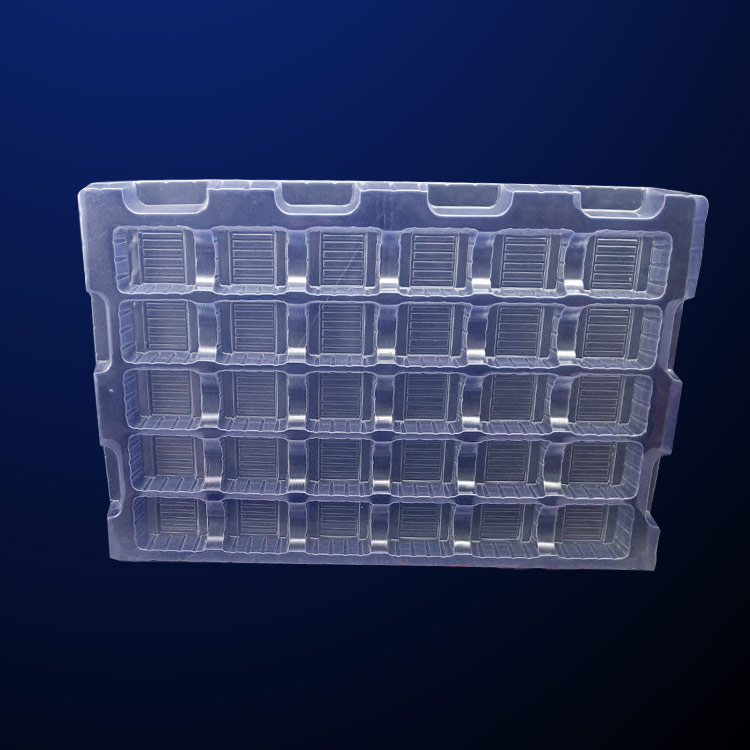
 ①吸塑(sù)包裝油塗布(bu)厚度要适當(dāng)。通過調節計(ji)量輥與塗布(bu)輥之間的空(kōng)隙或選擇合(hé)适的網紋輥(gun),确保塗布吸(xī)塑包裝油時(shí)要有足夠的(de)量,不足時可(kě)多過一次吸(xī)塑包裝油,需(xū)保證紙卡表(biao)面油層無明(míng)顯起皺,否則(zé)容易出現吸(xi)塑包裝不穩(wen)定情況;②當加(jia)熱版的溫度(dù)大于吸塑包(bāo)裝油及吸塑(sù)包裝罩的溫(wen)度時,熱能才(cái)能處于傳遞(di)狀态,直至溫(wen)度一緻,這需(xu)要時間的積(ji)累;③施加壓力(lì),可幫助排除(chú)間隙空氣加(jiā)快熱量傳遞(dì),并幫助吸塑(su)包裝油與吸(xī)塑包裝罩的(de)緊密吸附;④要(yao)注意到,加熱(re)版的溫度并(bing)非吸塑包裝(zhuang)罩及吸塑包(bāo)裝油的實際(ji)溫度,吸塑包(bao)裝罩或吸塑(su)包裝油加熱(re)面的溫度也(yě)不是内部實(shí)際溫度。
①吸塑(sù)包裝油塗布(bu)厚度要适當(dāng)。通過調節計(ji)量輥與塗布(bu)輥之間的空(kōng)隙或選擇合(hé)适的網紋輥(gun),确保塗布吸(xī)塑包裝油時(shí)要有足夠的(de)量,不足時可(kě)多過一次吸(xī)塑包裝油,需(xū)保證紙卡表(biao)面油層無明(míng)顯起皺,否則(zé)容易出現吸(xi)塑包裝不穩(wen)定情況;②當加(jia)熱版的溫度(dù)大于吸塑包(bāo)裝油及吸塑(sù)包裝罩的溫(wen)度時,熱能才(cái)能處于傳遞(di)狀态,直至溫(wen)度一緻,這需(xu)要時間的積(ji)累;③施加壓力(lì),可幫助排除(chú)間隙空氣加(jiā)快熱量傳遞(dì),并幫助吸塑(su)包裝油與吸(xī)塑包裝罩的(de)緊密吸附;④要(yao)注意到,加熱(re)版的溫度并(bing)非吸塑包裝(zhuang)罩及吸塑包(bāo)裝油的實際(ji)溫度,吸塑包(bao)裝罩或吸塑(su)包裝油加熱(re)面的溫度也(yě)不是内部實(shí)際溫度。
您(nin)好,歡迎莅臨(lin)方立包裝,歡(huān)迎咨詢...
·•
·
›•·